
一.引言
鋼板廠生產(chǎn)的幅寬成卷鋼板一般需要經(jīng)過(guò)矯平和剪切后, 才能提供給客戶使用,,因此鋼板校平,、剪板機(jī)是鋼板廠和板材倉(cāng)庫(kù)重要的生產(chǎn)設(shè)備。由于傳統(tǒng)的剪板機(jī)在使用方面存在諸多問(wèn)題,,針對(duì)傳統(tǒng)鋼板剪板機(jī)存在的生產(chǎn)效率和剪切定位精度低的問(wèn)題,,我公司研制了PLC+伺服+運(yùn)動(dòng)控制的幅寬成卷鋼板剪板自動(dòng)剪切控制系統(tǒng),該系統(tǒng)已投入生產(chǎn)使用,,運(yùn)行穩(wěn)定可靠,,控制精度高,維護(hù)使用方便,,受到用戶青睞,。
二.剪板機(jī)動(dòng)作順序:
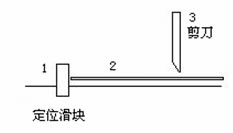
1.定位滑塊由伺服控制,用來(lái)定鋼板的長(zhǎng)度,。
2.由輸送機(jī)將鋼板輸送到位,。
3.鋼板長(zhǎng)度定位完成,滑塊后移(避免剪切時(shí),,損傷滑塊),,剪刀下切。
控制系統(tǒng)圖
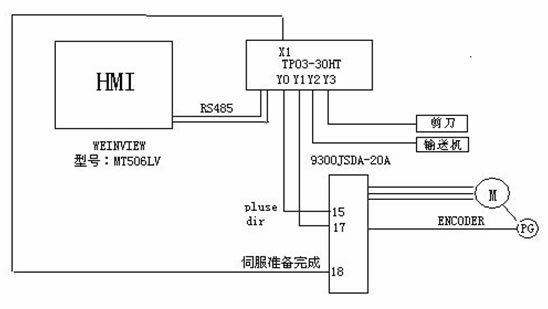
整個(gè)系統(tǒng)由威倫MT506LV觸摸屏,、臺(tái)安TP03-30HT-A,,BWS-BBR輪切專(zhuān)用伺服組成,做上述動(dòng)作控制,。
BWS-BBR輪切專(zhuān)用伺服驅(qū)動(dòng)器搭配BWS-BH伺服電機(jī) 200W ~ 3KW,,采用 8192 ppr增量型編碼器,性能突出,可應(yīng)用于各種場(chǎng)合,。
三,、機(jī)能多元性
轉(zhuǎn)矩、速度,、位置,、點(diǎn)對(duì)點(diǎn)定位及混合模式切換功能,可搭配不同控制系統(tǒng),做最佳化應(yīng)用組合,。
主回路 / 控制回路電源分離,,保護(hù)協(xié)調(diào)性佳、檢修容易,。
內(nèi)建剎車(chē)晶體,,可滿足負(fù)載慣量大之應(yīng)用場(chǎng)合。
增益調(diào)整簡(jiǎn)單,,內(nèi)建十個(gè)等級(jí)剛性表,,且具備在線(On-Line)/ 離線(Off-Line)自動(dòng)增益調(diào)整功能,。
Notch Filter功能,,可有效抑制機(jī)械共振,提高控制系統(tǒng)穩(wěn)定性,。
增益可切換運(yùn)用,,速度回路比例積分(PI)控制與比例(P)控制切換,可抑制電機(jī)加減速時(shí)過(guò)沖與緩沖現(xiàn)象,。
內(nèi)建十六段位置定位控制指令,,可自由規(guī)劃點(diǎn)對(duì)點(diǎn)定位控制
指令平滑功能,在位置及速度模式下可調(diào)整“平滑時(shí)間”參數(shù),以延長(zhǎng)機(jī)械使用壽命,。
人性化操作接口,、實(shí)時(shí)顯示狀態(tài)及故障信息
可任意設(shè)定多組多功能輸入、輸出I/O接點(diǎn)
完善的保護(hù)機(jī)制,,多種異常警報(bào)
操作軟件,,通過(guò)RS-232接口,可讀寫(xiě)參數(shù),、增益調(diào)整,、狀態(tài)顯示及仿真數(shù)字式示波器進(jìn)行內(nèi)部信號(hào)圖形監(jiān)控。
四,。參數(shù)調(diào)整
Cn001=2, (控制模式)
Cn002=0011,(servo on 與驅(qū)動(dòng)禁止)
Cn025=100, (慣量比)
Cn026=5, (剛性等級(jí))
Cn030=212, (電機(jī)對(duì)應(yīng)參數(shù))
Pn301=10,(脈沖形式)
Pn313=0, (一次平滑時(shí)間)
Qn401=80,(速度回路增益)
Qn402=50,(速度回路積分時(shí)間)
Qn405=80(位置回路增益)
五.結(jié)束語(yǔ)
我公司研制的PLC+伺服+運(yùn)動(dòng)控制的幅寬成卷鋼板剪板自動(dòng)控制系統(tǒng),,投入生產(chǎn)實(shí)踐使用后應(yīng)用效果表明:
(1)該方案裁切精度高,,完全滿足用戶要求,,操作使用方便;
?。?)用伺服和PLC作簡(jiǎn)單搭配能實(shí)現(xiàn)快速定長(zhǎng)控制,,性能價(jià)格比高,,符合實(shí)際工程需要,能滿足市場(chǎng)需求,。