
2系統(tǒng)概述
山東某液壓機(jī)械制造有限公司是國(guó)內(nèi)液壓打包機(jī)械的龍頭企業(yè),其生產(chǎn)的液壓打包機(jī)行銷海內(nèi)外,得到用戶的普遍好評(píng)。液壓打包機(jī)廣泛應(yīng)用于棉纖維、亞麻、羊毛、紙邊、服裝、布匹、毛巾、麥草等松散物資的打包,為農(nóng)用物質(zhì)的倉(cāng)儲(chǔ)和運(yùn)輸提供了極大的方便。由于液壓打包機(jī)一般應(yīng)用在環(huán)境惡劣的室外或污染嚴(yán)重的生產(chǎn)現(xiàn)場(chǎng),故對(duì)控制產(chǎn)品提出了較高要求。以前曾有自動(dòng)化公司采用某國(guó)外品牌PLC對(duì)液壓打包機(jī)的電氣控制部分進(jìn)行改造,但應(yīng)用效果欠佳。我們對(duì)機(jī)器運(yùn)行環(huán)境進(jìn)行了現(xiàn)場(chǎng)考察和反復(fù)研究,充分考慮到了現(xiàn)場(chǎng)環(huán)境的惡劣性,在可靠性、穩(wěn)定性等方面做了大量工作,提出了基于HOLLiAS-LEC G3小型一體化PLC的控制系統(tǒng)。實(shí)際運(yùn)行效果表明,該控制方案達(dá)到了預(yù)期效果,大大提高了設(shè)備的自動(dòng)化水平。
液壓打包機(jī)控制系統(tǒng)由核心控制單元PLC和用于操作的人機(jī)界面組成,核心控制單元應(yīng)用和利時(shí)公司的G3系列小型一體化PLC,人機(jī)界面采用深圳人機(jī)電子有限公司的新一代文本顯示器MD204L。PLC包括1塊24點(diǎn)CPU模塊LM3107和1塊8路繼電器輸出模塊LM3222,輸入、輸出信號(hào)詳見表1。

表1 I/O地址分配表
3系統(tǒng)功能
采用PLC控制的液壓打包機(jī)可以實(shí)現(xiàn)自動(dòng)脫包、自動(dòng)提箱、自動(dòng)轉(zhuǎn)體、自動(dòng)踩棉等功能,并能對(duì)生產(chǎn)過程進(jìn)行實(shí)時(shí)監(jiān)控,完成自動(dòng)診斷、自動(dòng)報(bào)警和數(shù)據(jù)上傳等功能。為提高電氣控制系統(tǒng)的可靠性,根據(jù)客戶的實(shí)際需求,將經(jīng)常出現(xiàn)故障的所有可以替換的開關(guān)按鈕全部轉(zhuǎn)移到人機(jī)界面上,包括油泵的啟動(dòng)/停止、踩箱的啟動(dòng)/停止、油缸的上升/下降/停止、提箱、開門、關(guān)門等操作按鈕。另外,時(shí)間繼電器的時(shí)間也在人機(jī)界面上設(shè)定,包括油泵電機(jī)啟動(dòng)延時(shí)繼電器、踩箱電機(jī)避起延時(shí)繼電器、踩箱電機(jī)斷電延時(shí)繼電器和油缸上升緩沖延時(shí)繼電器。
液壓打包機(jī)的控制部分包括油泵電機(jī)控制回路、踩箱電機(jī)控制回路、升降控制回路、提箱控制回路、預(yù)缷控制回路和開關(guān)門控制回路等,下面對(duì)各控制回路分別進(jìn)行介紹。
油泵電機(jī)控制回路:通過文本顯示器控制鍵盤的按鍵操作,按下“泵起”油泵電機(jī)的啟動(dòng)按鈕,主接觸器C1和Y接觸器C2接通,同時(shí)油泵電機(jī)啟動(dòng)延時(shí)繼電器,通過讀取文本顯示器上的時(shí)間值,并開始計(jì)時(shí)。時(shí)間到則Y接觸器C2斷開,同時(shí)△接觸器C3接通,PLC的C2與C3兩點(diǎn)互鎖。按下“泵停”油泵電機(jī)的停止按鈕,油泵電機(jī)正常停機(jī)。當(dāng)電機(jī)發(fā)生過載或是有堵轉(zhuǎn)情況發(fā)生時(shí),主油泵熱保護(hù)繼電器RJ開關(guān)閉合,通過PLC程序控制主接觸器C1立即斷開,處于保護(hù)狀態(tài)。故障排除后,重新啟動(dòng)、重新開機(jī)。當(dāng)油缸超過上限或下限時(shí),HC1和HC2都要在PLC程序控制中加以保護(hù)。通過設(shè)定油泵電機(jī)啟動(dòng)延時(shí)繼電器的值可以任意改變Y—Δ啟動(dòng)轉(zhuǎn)換的時(shí)間,保證最佳轉(zhuǎn)換狀態(tài)。加上多重互鎖和自鎖,完成油泵電機(jī)的正常啟動(dòng)和運(yùn)轉(zhuǎn),同時(shí)有指示燈顯示電機(jī)的運(yùn)轉(zhuǎn)狀態(tài)。
踩箱電機(jī)控制回路:通過文本顯示器控制鍵盤的按鍵操作,按下“踩起”踩箱電機(jī)的啟動(dòng)按鈕,踩箱過程開始,踩箱指示燈點(diǎn)亮,踩箱電機(jī)接觸器C4接通,同時(shí)踩箱電機(jī)避起延時(shí)繼電器讀取文本顯示器上的時(shí)間值,并開始計(jì)時(shí)。時(shí)間到,觸發(fā)PLC內(nèi)部中間繼電器,踩箱結(jié)束,蜂鳴器H接通告知,同時(shí)踩箱電機(jī)斷電延時(shí)繼電器讀取文本顯示器上的時(shí)間值,并開始計(jì)時(shí)。時(shí)間到,循環(huán)結(jié)束,踩箱電機(jī)與蜂鳴器H停止復(fù)位。按下“踩停”踩箱電機(jī)的停止按鈕,所有的時(shí)間繼電器及中間繼電器均復(fù)位,踩箱電機(jī)停止。我們可以對(duì)精度高達(dá)1ms的踩箱電機(jī)避起延時(shí)繼電器和踩箱電機(jī)斷電延時(shí)繼電器任意調(diào)整,根據(jù)不同的工作狀況選取不同值,極大地方便了用戶操作,顯著提高了生產(chǎn)效率。
上升、下降控制回路:上升與下降是兩個(gè)相反的控制過程,由程序設(shè)計(jì)為互鎖,以保證動(dòng)作統(tǒng)一、安全。通過文本顯示器控制鍵盤的按鍵操作,按下“上升”或“下降”按鈕,箱體按程序動(dòng)作,開始上升或下降,達(dá)到工藝要求。
提箱控制回路:系統(tǒng)提箱的控制必須保證在上升結(jié)束后進(jìn)行,通過文本顯示器控制鍵盤的按鍵操作,按下“提箱”按鈕,提箱開始,當(dāng)達(dá)到箱體上限位時(shí),即為提箱結(jié)束。
卸控制回路:按照工藝要求,預(yù)卸控制必須是在上升或提箱時(shí)間段以前進(jìn)行。預(yù)卸全過程完全由PLC程序自動(dòng)進(jìn)行,油缸上升時(shí)即為預(yù)卸工序開始。讀取文本顯示器上的油缸上升緩沖延時(shí)繼電器的時(shí)間設(shè)定值,同時(shí)開始計(jì)時(shí),時(shí)間到預(yù)卸結(jié)束。
開門、關(guān)門控制回路:開門和關(guān)門是兩個(gè)相反的控制過程,分別由文本顯示器上的“開門”和“關(guān)門”操作按鈕控制,內(nèi)部中間繼電器ZJ6和ZJ7互鎖,分別完成開門和關(guān)門動(dòng)作。
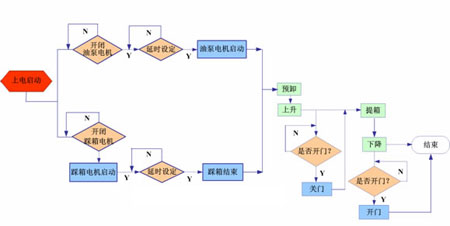
系統(tǒng)流程圖如圖1所示。
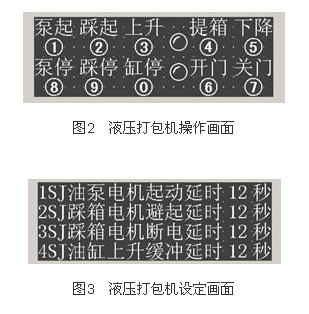
人機(jī)界面上的主操作畫面和時(shí)間設(shè)定畫面如圖2和圖3所示。
4結(jié)束語(yǔ)
該控制系統(tǒng)已經(jīng)成功應(yīng)用在農(nóng)用液壓打包機(jī)上,降低了操作人員的工作強(qiáng)度,提高了設(shè)備運(yùn)行效率和安全性,降低了能源消耗,提高了產(chǎn)品質(zhì)量。從液壓打包機(jī)在現(xiàn)場(chǎng)的運(yùn)行情況來(lái)看,和利時(shí)的小型一體化PLC質(zhì)量可靠、運(yùn)行穩(wěn)定、運(yùn)行效果良好,能適應(yīng)農(nóng)機(jī)現(xiàn)場(chǎng)的惡劣環(huán)境,在提高農(nóng)機(jī)設(shè)備自動(dòng)化方面取得了很好效果,具有很好的推廣價(jià)值。