摘 要:以西門(mén)子SIMATIC S7—300 PLC為核心的交流伺服系統(tǒng)代替原來(lái)以單片機(jī)為核心的直流伺服系統(tǒng)。并介紹了該系統(tǒng)的控制對(duì)象和控制任務(wù), 然后著重論述系統(tǒng)的體系結(jié)構(gòu)、軟硬件設(shè)計(jì)方案及實(shí)施方法。
關(guān)鍵詞:PLC;交流伺服;直流伺服
0 引言
以前的伺服驅(qū)動(dòng)系統(tǒng)多以直流系統(tǒng)為主,這是因?yàn)橹绷麟姍C(jī)調(diào)速比較方便,本身的機(jī)械特性較硬,但直流電機(jī)由于有電刷換向,不適用于防爆場(chǎng)合,且結(jié)構(gòu)復(fù)雜,維修不便。近年來(lái)由于電子技術(shù)飛速發(fā)展,交流調(diào)速技術(shù)日趨成熟,其調(diào)速性能可與直流系統(tǒng)相媲美,并正逐步取代直流電機(jī)調(diào)速。
我公司的原系統(tǒng)為CANN0N公司獨(dú)立研制,以STD總線、Z80CPU為核心的單片機(jī)組成的直流伺服控制系統(tǒng)。該系統(tǒng)抗干擾能力差,軟硬件資料不詳, 維修困難, 且備件價(jià)格貴, 采購(gòu)周期長(zhǎng), 經(jīng)常造成停機(jī)。因此我們采用西門(mén)子S7—300PLC及位控模塊FM357、SIM0DRIVE611A伺服驅(qū)動(dòng)模塊、1FK6伺服電機(jī)構(gòu)成的數(shù)控系統(tǒng)對(duì)原系統(tǒng)進(jìn)行了改造。
1 系統(tǒng)組成和工藝流程
1.1系統(tǒng)組成
系統(tǒng)組成框圖如圖1。
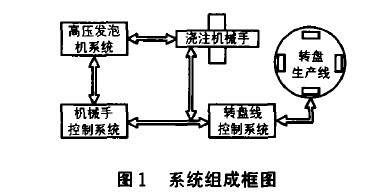
由圖可知, 機(jī)械手控制系統(tǒng)是整個(gè)汽車(chē)儀表板生產(chǎn)線的核心, 它主要完成高精度的定位控制、與上位機(jī)通訊、數(shù)據(jù)采集、故障報(bào)警, 以及控制發(fā)泡機(jī)高壓循環(huán)及澆注時(shí)間, 接收來(lái)自轉(zhuǎn)盤(pán)線的速度信號(hào)以適應(yīng)轉(zhuǎn)盤(pán)不同運(yùn)行方式。高壓發(fā)泡機(jī)系統(tǒng)主要完成ISO (異氰酸酯)和POL (聚醚多元醇)2種發(fā)泡料的流量、壓力調(diào)節(jié)及原料循環(huán)控制。轉(zhuǎn)盤(pán)控制系統(tǒng)主要完成轉(zhuǎn)盤(pán)速度調(diào)節(jié)及模具開(kāi)合控制。
機(jī)械手控制系統(tǒng)是此次改造的重點(diǎn),該系統(tǒng)的主要構(gòu)成如圖2。
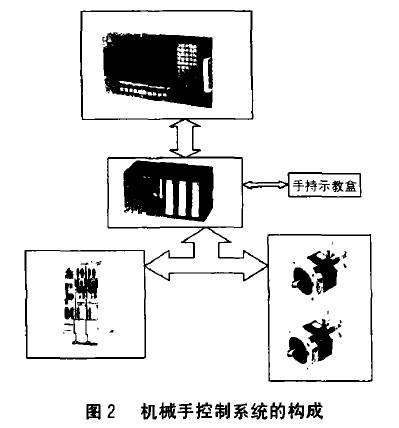
硬件配置如下:
(1)上位機(jī)采用研祥EWS.843P一體化工控機(jī),體積小巧,操作方便,主要完成參數(shù)設(shè)定,故障顯示等。(2)以西門(mén)子S7.300PLC為核心,CPU模塊為CPU316-2DP,主要具有與上位機(jī)通訊、處理I/O模塊、控制計(jì)數(shù)器模塊、位置控制模塊的功能。(3)輸入模塊為32點(diǎn)的SM32l,輸出模塊為l6點(diǎn)的SM322主要完成數(shù)字量的I/O控制。(4)FM357位置控制模塊主要完成高精度的定位控制。(5)FM350計(jì)數(shù)模塊主要采集來(lái)自轉(zhuǎn)盤(pán)的光電碼盤(pán)信號(hào),以便完成與轉(zhuǎn)盤(pán)的協(xié)調(diào)控制。(6)SIMODRIVE6l1A伺服驅(qū)動(dòng)模塊主要接受FM357的控制信號(hào),為伺服電機(jī)提供動(dòng)力。(7)1FK6交流伺服電機(jī)為執(zhí)行電機(jī)。
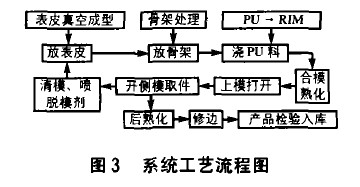
1.2 系統(tǒng)工藝流程
系統(tǒng)工藝流程如圖3。
2 系統(tǒng)軟件構(gòu)成
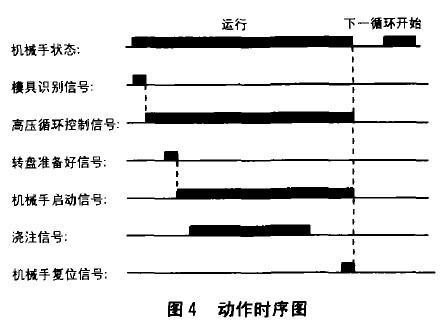
2.1系統(tǒng)的動(dòng)作時(shí)序
系統(tǒng)的動(dòng)作時(shí)序圖如圖4。
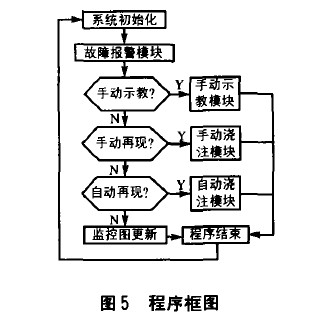
2.2 程序框圖及系統(tǒng)軟件
系統(tǒng)上位機(jī)監(jiān)控軟件采用西門(mén)子公司W(wǎng)INCCV5.0軟件, 運(yùn)用該軟件設(shè)計(jì)顯示澆注軌跡及示教參數(shù)輸入等, 中文人機(jī)界面, 操作方便。
下位機(jī)PLC程序采用西門(mén)子公司STEP7 V5.1軟件,實(shí)現(xiàn)編程監(jiān)控。程序框圖如圖5。
3 結(jié)束語(yǔ)
由于采用西門(mén)子S7—300 PLC為核心的交流伺服系統(tǒng)代替原來(lái)的以單片機(jī)為核心的直流伺服系統(tǒng),大大提高了控制可靠性。改造后的系統(tǒng)能完全滿足與發(fā)泡機(jī)、轉(zhuǎn)盤(pán)的協(xié)調(diào)控制, 符合注模工藝要求,系統(tǒng)性?xún)r(jià)比高, 操作方便, 經(jīng)濟(jì)效益顯著。
參考文獻(xiàn)
[1]西門(mén)子公司.SIMATIC S7—300可編程控制器硬件和安裝手冊(cè),1 999
[2]西門(mén)子公司.SIMATIC WINCC V5.0編程手冊(cè),2001
[3]西門(mén)子公司.FM357—2 MULTl-AXIS MODULE FOR SERVO AND STEPPER DRIVES MANUAL,1999
[4]西門(mén)子公司.SIMATIC STEP7 V5.1編程手冊(cè),2001
