摘 要:本文介紹的是基于伺服系統(tǒng)在橫切機(jī)電氣改造中的應(yīng)用。采用FX2N PLC、FX2N一10GM、MR—J2S—A伺服放大器、HC—K 伺服電機(jī)以及F940GOT—SWD—c圖形操作終端,實(shí)現(xiàn)了對(duì)帶有碼克線大卷紙的精準(zhǔn)分切。文中簡(jiǎn)介了系統(tǒng)硬件組成、參數(shù)設(shè)定、軟件設(shè)計(jì)以及運(yùn)行結(jié)果。
關(guān)鍵詞:PLC;定位模塊;伺服放大器;液晶觸摸屏;編碼器
0 引言
當(dāng)今世界科技發(fā)展迅猛,新知識(shí)、新技術(shù)、新工藝、新產(chǎn)品層出不窮,傳統(tǒng)的電機(jī)拖動(dòng)系統(tǒng)不斷的被更新和改造,下面介紹的是基于伺服系統(tǒng)在橫切機(jī)電氣改造中的應(yīng)用。一些橫切機(jī)是上世紀(jì)70年代的產(chǎn)品,主要用來分切一些帶有碼克線的紙產(chǎn)品的設(shè)備。原設(shè)備由一臺(tái)主直流伺服電機(jī)帶動(dòng)一個(gè)機(jī)械齒輪傳動(dòng)裝置,機(jī)械裝置的一部分去牽引紙卷,使之按照切紙需求把指定的紙長(zhǎng)送往切刀。另一部分去帶動(dòng)切刀輥進(jìn)行分切,同時(shí),原設(shè)備還有一小功率的直流伺服電機(jī),其主要任務(wù)是對(duì)切刀位置進(jìn)行微調(diào),以便使切紙精度更加精準(zhǔn)。但由于原設(shè)備運(yùn)行時(shí)間太長(zhǎng),機(jī)械齒輪部分有著不同程度的嚴(yán)重磨損,以及原電子元件的老化,使原設(shè)備的控制精度達(dá)不到產(chǎn)品的要求。基于這一點(diǎn),我們利用兩臺(tái)交流伺服電機(jī)取代原設(shè)備的主直流伺服電機(jī)及機(jī)械齒輪傳動(dòng)裝置,用定位模塊和另一臺(tái)伺服電機(jī)替換原車的微調(diào)電機(jī),以及通過PLC、人機(jī)界面實(shí)現(xiàn)機(jī)器齒輪的軟調(diào)整來滿足生產(chǎn)的需求。
1 系統(tǒng)控制要求
(1)傳感器采集部分。要求傳感器在機(jī)車運(yùn)行時(shí),把采集到紙張上的碼克信號(hào)傳送給PLC,PLC經(jīng)過中斷處理以及相應(yīng)計(jì)算后傳送給定位模塊,從而控制微調(diào)電機(jī)的運(yùn)轉(zhuǎn)方向和轉(zhuǎn)數(shù)。
(2)伺服放大器。要求伺服放大器實(shí)時(shí)采集脈沖信號(hào),同時(shí)再與其設(shè)定的參數(shù)配合,以完成控制電機(jī)的目的。
(3)終端人機(jī)對(duì)話操作控制。由于生產(chǎn)的紙張種類很多,不同的紙張碼克線之間的距離相差很大,因此,每生產(chǎn)一種紙張時(shí)需要輸入該紙張的兩碼克之間的真實(shí)長(zhǎng)度,這樣可以減少微調(diào)電機(jī)的運(yùn)行轉(zhuǎn)數(shù)提高生產(chǎn)精度。
(4)編碼器采集部分。采用l3位的絕對(duì)值型編碼器,用來實(shí)時(shí)的反映切刀位置,以便調(diào)整微調(diào)電機(jī)。
(5)切紙精度要求在0.5mm以內(nèi)。
2 系統(tǒng)硬件配置
根據(jù)系統(tǒng)控制要求,采用伺服系統(tǒng)構(gòu)成電氣控制的硬件配置。如圖1所示。

(1)PLC采用三菱FX2N系列FX2N一64RM,定位模塊采用三菱FX2N一10GM。
(2)伺服放大器采用三菱MR—J2S—A系列,伺服電機(jī)采用三菱HC—KFS系列7kw、5kW、1.5kW各一臺(tái)。
(3)碼克傳感器采用德國(guó)克CS1型顏色傳感器,具有檢測(cè)精確的特性。
(4)編碼器采用德國(guó)P+F公司生產(chǎn)的13位精度的絕對(duì)值型編碼器。
(5)人機(jī)界面是專為PLC的應(yīng)用而設(shè)計(jì)的工作站。它具備與各種品牌PLC連接監(jiān)控能力以及采用文字、圖形同步顯示PLC內(nèi)部接點(diǎn)狀態(tài)及資料的能力,是一種互動(dòng)的工作站。配備有液晶觸摸屏、通信接口、智慧型操作面板、打印接口等等。它取代了傳統(tǒng)的鍵控制系統(tǒng)及終端顯示系統(tǒng),既節(jié)省了PLC的I/O模塊、指示裝置,又能實(shí)時(shí)顯示所需信息。
3 硬件系統(tǒng)的設(shè)計(jì)
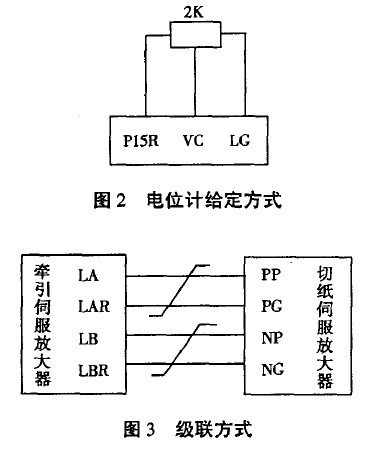
(1)牽引伺服系統(tǒng)采用速度控制方式,其速度的給定方式是由2KQ、5W 的電位計(jì)給定,原理接線方式如圖2所示。
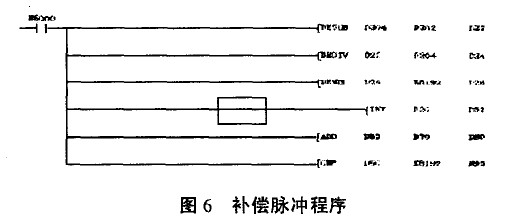
(2)切刀伺服系統(tǒng)采用位置控制方式,與牽引伺服系統(tǒng)采取級(jí)聯(lián)的控制方式,即切刀伺服系統(tǒng)跟隨牽引伺服系統(tǒng)。該控制方式可以準(zhǔn)確的使兩套系統(tǒng)速度同步。其接線方式如圖3所示。
(3)微調(diào)伺服系統(tǒng)的控制方式是由PIE經(jīng)過計(jì)算,把需要的脈沖數(shù)傳給定位模塊,再由定位模塊發(fā)出脈沖指令給微調(diào)伺服放大器,從而來控制微調(diào)伺服電機(jī)的運(yùn)轉(zhuǎn)。定位模塊發(fā)出的是脈沖串+符號(hào)的方式,如圖4所示,因此微調(diào)伺服放大器也需要相應(yīng)的設(shè)置來接受定位模塊的脈沖指令。

4 控制系統(tǒng)的軟件設(shè)計(jì)
控制系統(tǒng)的軟件包括PLC的控制程序、定位模塊的控制程序和觸摸屏操作終端的監(jiān)控系統(tǒng),前者執(zhí)行實(shí)時(shí)控制任務(wù),后者實(shí)現(xiàn)人機(jī)交互功能。
(1)PLC控制程序
它由數(shù)據(jù)采樣,數(shù)據(jù)運(yùn)算,數(shù)據(jù)處理,控制信號(hào)處理等程序構(gòu)成。如圖5所示。

①數(shù)據(jù)采樣:程序在采集碼克傳感器信號(hào)的同時(shí)采集編碼器的信號(hào),以判斷切刀的當(dāng)前位置的偏差。
②數(shù)據(jù)運(yùn)算和數(shù)據(jù)處理:為了精確的控制切紙精度、配合終端顯示,對(duì)數(shù)據(jù)區(qū)中的數(shù)據(jù)進(jìn)行處理,運(yùn)用加、減、乘、除等多種運(yùn)算方法。對(duì)切刀的位置偏差進(jìn)行補(bǔ)端。同時(shí)也控制伺服系統(tǒng)的一些控制信號(hào)。
補(bǔ)償脈沖程序如圖6所示。
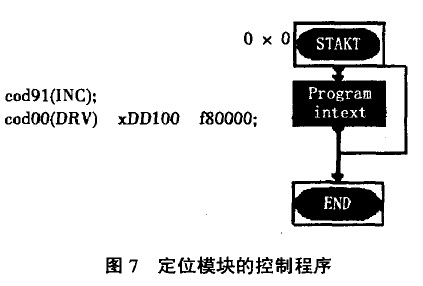
(2)定位模塊的控制程序(如圖7所示)
(3)監(jiān)控程序
監(jiān)控軟件設(shè)計(jì)是由一組畫面組成,本系統(tǒng)除了設(shè)計(jì)有動(dòng)態(tài)模擬設(shè)備當(dāng)前運(yùn)行畫面、I/0狀態(tài)顯示畫面、故障顯示畫面、故障查詢畫面,還設(shè)計(jì)有控制與操作畫面,可以從觸摸屏直接輸入紙張的給定長(zhǎng)度,同時(shí)也可以顯示微調(diào)電機(jī)所需的給定脈沖。靜態(tài)圖形的設(shè)計(jì)采用繪制軟件提供的通用控件,如:線條、文本框等進(jìn)行繪制。動(dòng)態(tài)圖形設(shè)計(jì),通過傳感器采集的數(shù)據(jù)和PIE的處理來隨著變化,實(shí)現(xiàn)數(shù)據(jù)與圖形的動(dòng)態(tài)連接,監(jiān)控畫面運(yùn)行時(shí),圖形屬性隨時(shí)數(shù)據(jù)改變而變化。
(4)伺服放大器參數(shù)設(shè)定
牽引伺服電機(jī)采用速度控制方式,切刀和微調(diào)伺服電機(jī)采用位置控制方式,各電機(jī)根據(jù)需要相應(yīng)地設(shè)置其電子齒輪比及加減速時(shí)間等。
5 運(yùn)行結(jié)果
本系統(tǒng)安裝調(diào)試完畢投運(yùn)后,該系統(tǒng)運(yùn)行穩(wěn)定,自動(dòng)化程度高,控制精度滿足了生產(chǎn)的要求。同時(shí)也減少了電氣故障的發(fā)生率,取得了明顯的經(jīng)濟(jì)效益。
參考文獻(xiàn)
[1]李乃夫.可編程控制器原理.北京:中國(guó)輕工業(yè)出版社.1998.
