摘 要:基于總線形式由PLC與交流伺服系統(tǒng)組成的位置伺服同步跟蹤系統(tǒng)能夠使機(jī)器能快速同步,實現(xiàn)高速電阻焊機(jī)數(shù)字化過程控制。通過由PLC控制交流伺服電動機(jī)多軸聯(lián)動系統(tǒng)取代傳統(tǒng)的機(jī)械聯(lián)動機(jī)構(gòu),實現(xiàn)機(jī)器各運(yùn)動之間運(yùn)動的協(xié)調(diào),保證各個相關(guān)動作能夠快速準(zhǔn)確同步運(yùn)行,不僅使各運(yùn)動關(guān)系之間的“機(jī)械鎖合”轉(zhuǎn)變?yōu)?ldquo;電子鎖合”,同時簡化凸輪、無級變速機(jī)和萬向聯(lián)軸器等復(fù)雜的機(jī)械結(jié)構(gòu),系統(tǒng)的可靠性,從而提高整機(jī)的工作性能。
關(guān)鍵詞:交流伺服系統(tǒng);PLC;同步跟蹤;總線
Application of AC servo system in high speed digital can body resistance welding machine
ZHENG Zhi-dan1, CHEN Shao-bo1, ZHANG Zi-qiang1, YAN Qiu-sheng2
(1.Key Laboratory of Intelligent Manufacture Technology of Ministry of Education,
Shantou University,Shantou 51 5063,China;
2.Faculty of Mechanical&Electronic Engineering,Guangdong University of Technology,
Guangzhou 51 0080,China)
Abstract:The application of position servo synchronously tracking system constituted with PLC andgeneral AC servo system base on bus can help machines quickly and precisely run synchronouslyin high-speed digital can-body resistance welding machine.By the applicationof PLC in co ntrolling general AC servo motor multi-axes ganged system to replace co nventionalmechanical ganged mechanism,the coordination of movements between machineactions can be ensured and every correlative actions can quickly and precisely runsynchronously,and mechanica l-locking betw een quondam movements can be changed tothe lectronic-locking,and the complex mechanical structures such as cams,stepless speedchanging machines and universal joints can be omitted,so the reliability,stability andmanufacturing eficiency of the machine can be enhanced actively.
Key words:AC servo system;PLC;synchronously tracking;bus
1 典型高速電阻焊機(jī)的傳動結(jié)構(gòu)
高速電阻焊機(jī)具有多路復(fù)雜的高速動作,同時要求具有精確的相互聯(lián)動關(guān)系,多采用機(jī)械傳動剛性聯(lián)接裝置來實現(xiàn)。圖1是典型電阻焊機(jī)傳動示意圖:由一臺主電機(jī)(11)通過齒輪變速箱(12)帶動多個相關(guān)的動作系統(tǒng)。[1]
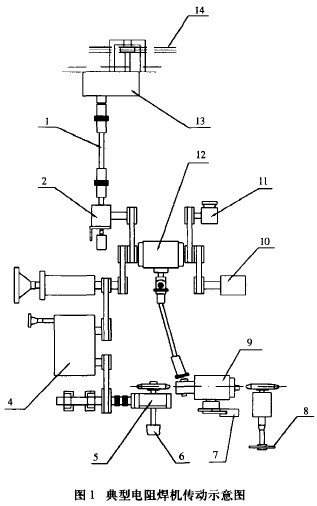
其中,送罐系統(tǒng)是機(jī)器的主運(yùn)動系統(tǒng),稱焊接節(jié)拍運(yùn)動,其運(yùn)動速度主要由每分鐘所能焊接的罐數(shù)決定。通過由齒輪變速箱(12)、蝸桿減速機(jī)(2)、萬向聯(lián)軸節(jié)(1)、凸輪裝置(13)驅(qū)動輸送鏈(14)運(yùn)動,利用輸送鏈條上的鉤爪把垂吊于溝槽內(nèi)的罐筒體送到打罐位置。
銅線驅(qū)動系統(tǒng)由齒輪變速箱(12)通過無級變速機(jī)(4)、蝸桿減速機(jī)(5)帶動上焊輪(8)及多槽輪(6)驅(qū)動銅線作均速運(yùn)動,銅線的運(yùn)動速度主要由節(jié)拍速度及罐體高度決定。
吸推鐵系統(tǒng)從齒輪變速箱(12)通過無級變速機(jī)及蝸桿減速機(jī)(1O)帶動曲柄滑塊機(jī)構(gòu)作吸推鐵運(yùn)動,按照送罐節(jié)拍準(zhǔn)時地吸取片材并送到成圓機(jī)構(gòu)進(jìn)行成圓,成圓后的罐筒體置于過渡導(dǎo)塊的溝槽內(nèi)處于垂吊狀態(tài)。
打罐系統(tǒng)由齒輪變速箱(12)通過萬向聯(lián)軸節(jié)及凸輪裝置(9)帶動打罐擺臂(7)完成打罐動作,當(dāng)送罐機(jī)構(gòu)把罐簡體送到指定位置后,打罐擺臂在規(guī)定的時間內(nèi)即把罐簡體打進(jìn)焊接位置。
在整個工作過程中吸、推鐵、輸送鏈(送罐)、打罐擺臂(打罐)等要求有較精確的協(xié)調(diào)動作關(guān)系,因此機(jī)械結(jié)構(gòu)較為復(fù)雜,其中無級變速機(jī)、萬向聯(lián)軸器和凸輪等由于結(jié)構(gòu)復(fù)雜,工件加工困難,而且在使用過程中容易磨損,成為精度下降的主要原因和主要故障源。
為了簡化凸輪裝置、無級變速機(jī)和萬向聯(lián)軸器等復(fù)雜的機(jī)械結(jié)構(gòu),采用由PLC與交流伺服系統(tǒng)組成的位置伺服同步跟蹤控制系統(tǒng),用電氣柔性同步傳動代替機(jī)械的剛性同步傳動,簡化系統(tǒng)的傳動結(jié)構(gòu),提高系統(tǒng)的可靠性,從而提高整機(jī)的工作性能。[2]
2 控制系統(tǒng)的組成
通過PLC與交流伺服系統(tǒng)組成的位置伺服同步跟蹤控制系統(tǒng)控制電阻焊機(jī)的原理圖如圖2所示,所有的伺服電機(jī)都選用帶減速機(jī)的伺服電機(jī)。M1是驅(qū)動送罐系統(tǒng)輸送鏈的伺服電機(jī),利用輸送鏈條上的陶制鉤爪將垂吊于過渡溝槽的簡體準(zhǔn)確地送至打罐位置,實現(xiàn)送罐功能。M1作為系統(tǒng)的主運(yùn)動,其運(yùn)動速度主要由焊接速度決定,并由PLC通過422總線提供運(yùn)行速度的設(shè)定值,M1運(yùn)行在速度控制模式。
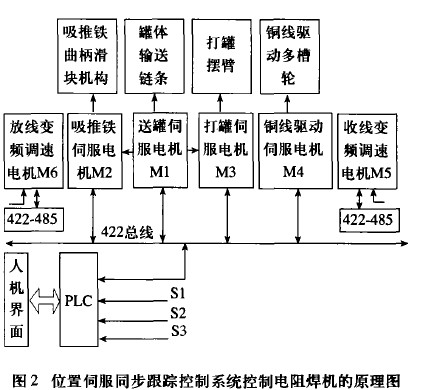
M2是驅(qū)動吸推鐵系統(tǒng)的伺服電機(jī),由M2驅(qū)動曲柄滑塊機(jī)構(gòu)進(jìn)行吸、推鐵送料運(yùn)動,M2每轉(zhuǎn)一周,系統(tǒng)完成一次吸鐵及推鐵的送料運(yùn)動,其作用是將按節(jié)拍一張一張準(zhǔn)確地送到規(guī)定的位置上,由成圓機(jī)構(gòu)將薄板卷曲成圓罐體。
M3是驅(qū)動打罐擺臂運(yùn)動的伺服電機(jī),M3帶動平面7桿機(jī)構(gòu)作打罐運(yùn)動,實現(xiàn)打罐功能,機(jī)構(gòu)每運(yùn)轉(zhuǎn)一周,即完成一次打罐動作。
由于M2、M3必須準(zhǔn)確配合協(xié)調(diào)M1運(yùn)行,也即M2必須根據(jù)M1的運(yùn)行狀態(tài),準(zhǔn)時將薄板送出至成圓機(jī)構(gòu),卷曲后以圓罐體形式送到準(zhǔn)確的位置;同樣M3必須根據(jù)M1的運(yùn)行狀態(tài),準(zhǔn)時把罐體打進(jìn)焊接位置。因此M2、M3運(yùn)行在位置控制模式,由M 1伺服電機(jī)的脈沖編碼器輸出的脈沖信號作為M2、M3的位置指令輸入脈沖信號,這樣只要調(diào)整好M2、M3位置環(huán)的增益,M2、M3便能跟蹤M1運(yùn)行,從而達(dá)到同步跟蹤的目的。
S1、S2、S3分別是吸、推鐵、輸送鏈條、打罐擺臂的零點位置檢測傳感器,分別聯(lián)接到PLC的中斷輸入端口,用于校正各機(jī)構(gòu)的零點位置。系統(tǒng)每次啟動時都在PLC的控制下先進(jìn)行一次零點位置校正,并在系統(tǒng)運(yùn)行過程中不斷對Sl、S2、S3的位置進(jìn)行檢測,并對M2、M3的增益進(jìn)行同步調(diào)整,從而達(dá)到控制系統(tǒng)同步的目的。[31M4是銅線驅(qū)動伺服電機(jī),運(yùn)行在速度控制模式,其運(yùn)行速度由制罐節(jié)拍、罐體高度決定,由于采用伺服電機(jī)作為銅線的驅(qū)動電機(jī),因此銅線運(yùn)行較為平穩(wěn),基本不需調(diào)節(jié)。
M5、M6分別是放線及收線變頻調(diào)速電機(jī),由于銅線經(jīng)過壓扁、焊接發(fā)熱之后會有一定的伸縮,因此需要控制電機(jī)的轉(zhuǎn)速,達(dá)到控制銅線張緊的目的,本系統(tǒng)中選擇帶內(nèi)置PID調(diào)節(jié)功能的變頻調(diào)速器,變頻器的速度給定信號由PLC通過總線形式給定,銅線的張緊程度由傳感器反饋給變頻器,由變頻器內(nèi)置的PID調(diào)節(jié)功能進(jìn)行調(diào)節(jié)控制,因此只要在系統(tǒng)中設(shè)定好變頻器的有關(guān)參數(shù)便可達(dá)到控制銅線張力的目的。由于使用了內(nèi)置PID調(diào)節(jié)功能的變頻器進(jìn)行調(diào)節(jié)控制,從而減少了PLC的A/D及D/A模塊,同時也減少了PLC進(jìn)行調(diào)節(jié)運(yùn)算的負(fù)擔(dān),提高了調(diào)節(jié)速度。
3 控制系統(tǒng)主要工作流程
相應(yīng)控制系統(tǒng)主要工作流程如圖3所示:系統(tǒng)每次啟動時都先自動進(jìn)行一次零位校正,所有的機(jī)構(gòu)均從零位開始工作。然后PLC根據(jù)設(shè)定的制罐速度,控制送罐伺服電機(jī)M1運(yùn)轉(zhuǎn)。伺服電機(jī)M1的脈沖編碼器的輸出脈沖信號分2路分別送到工作于位置控制模式的伺服電機(jī)M2、M3位置脈沖信號的輸入端,使M2、M3跟蹤M1的運(yùn)行。在運(yùn)轉(zhuǎn)過程中PLC根據(jù)零位反饋的誤差信息,來調(diào)節(jié)控制M2、M3跟蹤M1運(yùn)轉(zhuǎn)。從而控制吸、推鐵、送罐及打罐的動作協(xié)調(diào)關(guān)系。
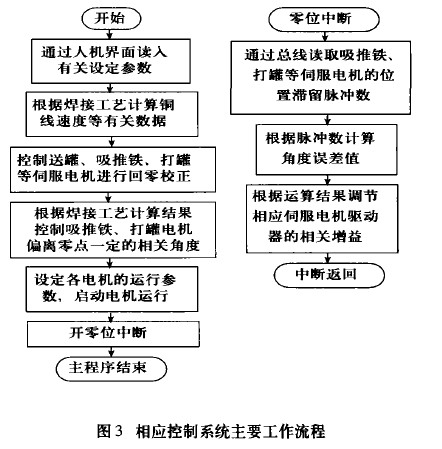
同時,PLC根據(jù)制罐速度及罐體的高度計算出銅線的運(yùn)行速度,并控制伺服電機(jī)M4驅(qū)動多槽輪帶動銅線按給定速度作均速運(yùn)行。根據(jù)銅線的運(yùn)行速度由PLC計算出放線及收線變頻調(diào)速電機(jī)的運(yùn)行速度,PLC同樣通過422總線給變頻器提供一個速度給定信號,由于變頻調(diào)速器是采用RS485總線的形式的,因此在變頻器的總線上需加裝一只422轉(zhuǎn)485的總線轉(zhuǎn)換器。變頻器根據(jù)PLC的給定速度及銅線張緊傳感器的反饋值,利用自帶的PID調(diào)節(jié)功能進(jìn)行P1D調(diào)節(jié)運(yùn)算,從而保證銅線能自動快速張緊。由于采用變頻調(diào)速器自帶的PID調(diào)節(jié)功能,因此運(yùn)行穩(wěn)定可靠,而且調(diào)整方便,只要設(shè)定好有關(guān)參數(shù)即可。
利用伺服電機(jī)的轉(zhuǎn)矩限制功能,根據(jù)M1、M2、M3三臺電機(jī)的工作性質(zhì)不同分別對伺服電機(jī)進(jìn)行不同的轉(zhuǎn)矩限制,轉(zhuǎn)矩限制值同樣通過總線形式直接進(jìn)行設(shè)定, 同時把各電機(jī)的轉(zhuǎn)矩達(dá)到信號接到PLC的輸入端口作為安全報警信號,取代原來機(jī)械剛性傳動時的安全離合器功能。
4 小結(jié)
由于采用總線形式,因此控制系統(tǒng)結(jié)構(gòu)比較簡單,而且為上位機(jī)監(jiān)控及遠(yuǎn)程監(jiān)控提供了有利條件。由于系統(tǒng)在跟蹤過程中直接對位置進(jìn)行跟蹤補(bǔ)償,因此比單純采用速度跟蹤的方式更為迅速而且準(zhǔn)確,使系統(tǒng)能夠可靠穩(wěn)定工作。同時,由于利用變頻調(diào)速器內(nèi)置的PID進(jìn)行調(diào)控制,因此使系統(tǒng)更加簡單,而且減少了PLC的運(yùn)算壓力。
參考文獻(xiàn):
[1]CHEN Shao—bo.Application ofPLC in digitalization control intelligence can-body high-speed resistance welding machine.Fifth International Symposium on Instrumentation and Control Technology【Z】.SPIE—The Intemational Society for Optical Engineering,2003,Volume 5253.
[2]潘曉彬,等.伺服電機(jī)間同步傳動的柔性化控制[J].機(jī)電工程,1999(5).
[3]盛兵,等.基于伺服電機(jī)直接驅(qū)動的折彎機(jī)同步位置控制[J].機(jī)床與液壓,2000(2).
