
在機(jī)械制造中,傳感器技術(shù)是實(shí)現(xiàn)測(cè)試與自動(dòng)控制的重要環(huán)節(jié)。在機(jī)械制造測(cè)試系統(tǒng)中,被作為一次儀表定位,其主要特征是能準(zhǔn)確傳遞和檢測(cè)出某一形態(tài)的信息,并將其轉(zhuǎn)換成另一形態(tài)的信息。具體地說,傳感器是指那些對(duì)被測(cè)對(duì)象的某一確定的信息具有感受(或響應(yīng))與檢出功能,并使之按照一定規(guī)律轉(zhuǎn)換成與之對(duì)應(yīng)的可輸出信號(hào)的元器件或裝置。如果沒有傳感器對(duì)被測(cè)的原始信息進(jìn)行準(zhǔn)確可靠的捕獲和轉(zhuǎn)換,一切準(zhǔn)確的測(cè)試與控制都將無法實(shí)現(xiàn);即使最現(xiàn)代化的電子計(jì)算機(jī),沒有準(zhǔn)確的信息(或轉(zhuǎn)換可靠的數(shù)據(jù))、不失真的輸入,也將無法充分發(fā)揮其應(yīng)有的作用。
在機(jī)械制造中的應(yīng)用,高品質(zhì)傳感器的主要特性體現(xiàn)為:
*壽命長(zhǎng),可靠性高,抗干擾能力強(qiáng);
*滿足精度和速度要求;
*使用維護(hù)方便,適合機(jī)床運(yùn)行環(huán)境;
*成本低;
*便于與計(jì)算機(jī)聯(lián)接。
切削過程和機(jī)床運(yùn)行過程的傳感技術(shù)
切削過程傳感檢測(cè)的目的在于優(yōu)化切削過程的生產(chǎn)率、制造成本或(金屬)材料的切除率等。切削過程傳感檢測(cè)的目標(biāo)有切削過程的切削力及其變化、切削過程顫震、刀具與工件的接觸和切削時(shí)切屑的狀態(tài)及切削過程辨識(shí)等,而最重要的傳感參數(shù)有切削力、切削過程振動(dòng)、切削過程聲發(fā)射、切削過程電機(jī)的功率等。
對(duì)于機(jī)床的運(yùn)行來講,主要的傳感檢測(cè)目標(biāo)有驅(qū)動(dòng)系統(tǒng)、軸承與回轉(zhuǎn)系統(tǒng)、溫度的監(jiān)測(cè)與控制及安全性等,其傳感參數(shù)有機(jī)床的故障停機(jī)時(shí)間、被加工件的表面粗糙度和加工精度、功率、機(jī)床狀態(tài)與冷卻潤(rùn)滑液的流量等。
圖1所示是采用聲波原理制成的粘度傳感器,用于實(shí)時(shí)在線檢測(cè)重要機(jī)床的冷卻潤(rùn)滑液粘度,以確保加工品質(zhì)。聲波在介質(zhì)中傳播時(shí),能量的衰減決定于聲波的擴(kuò)散、散射和吸收。在理想介質(zhì)中,聲波的衰減僅來自于聲波的擴(kuò)散,即隨聲波傳播距離增加而引起聲能的減弱。因此,當(dāng)聲波通過不同粘度的冷卻潤(rùn)滑液時(shí),聲波能量的衰減就可以定性表示為粘度的直接變化。

圖1、粘度傳感器的工作狀況
圖2所示是用于檢測(cè)機(jī)床加工速度和位置的光電編碼傳感器,簡(jiǎn)稱編碼器。它是一種通過光電轉(zhuǎn)換將輸出軸上的機(jī)械幾何位移量轉(zhuǎn)換成脈沖或數(shù)字量的傳感器。這是目前應(yīng)用最多的傳感器,光電編碼器是由光柵盤和光電檢測(cè)裝置組成。光柵盤是在一定直徑的圓板上等分地開通若干個(gè)長(zhǎng)方形孔。由于光電碼盤與電動(dòng)機(jī)同軸,電動(dòng)機(jī)旋轉(zhuǎn)時(shí),光柵盤與電動(dòng)機(jī)同速旋轉(zhuǎn),經(jīng)發(fā)光二極管等電子元件組成的檢測(cè)裝置檢測(cè)輸出若干脈沖信號(hào),其原理示意圖如圖3所示,通過計(jì)算每秒光電編碼器輸出脈沖的個(gè)數(shù)就能反映當(dāng)前機(jī)床傳動(dòng)電動(dòng)機(jī)的轉(zhuǎn)速。

圖2、光電編碼傳感器
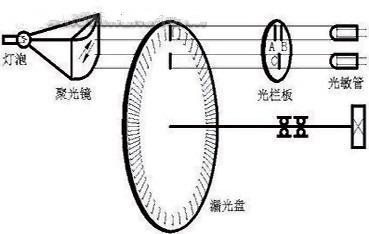
圖3、光電編碼器原理
工件的過程傳感
與刀具和機(jī)床的過程監(jiān)視技術(shù)相比,工件的過程監(jiān)視是研究和應(yīng)用得更早、更多。它們多數(shù)以工件加工質(zhì)量控制為目標(biāo)。20世紀(jì)80年代以來,工件識(shí)別和工件安裝位姿監(jiān)視要求也提到日程上來。
粗略地講,工序識(shí)別是為辨識(shí)所執(zhí)行的加工工序是否是工(零)件加工要求的工序;工件識(shí)別是辨識(shí)送入機(jī)床待加工的工件或者毛坯是否是要求加工的工件或毛坯,同時(shí)還要求辨識(shí)工件安裝的位姿是否符合工藝規(guī)程要求。
此外 還可以利用工件識(shí)別和工件安裝監(jiān)視傳感待加工毛坯或工件的加工裕量和表面缺陷。完成這些識(shí)別與監(jiān)視將采用或開發(fā)許多傳感器,如基于TV或CCD的機(jī)器視覺傳感器、激光表面粗糙度傳感系統(tǒng)等。
圖4是美國(guó)AB公司的ColorSight_9000系列顏色傳感器,它具有自學(xué)習(xí)功能,能主動(dòng)識(shí)別工件的顏色。顏色傳感器主要用來識(shí)別顏色,也就是用來判斷工件被檢測(cè)到的顏色與所期望的顏色是否一致。顏色傳感器可以大致知道所測(cè)顏色的色度等,但并不像分光器那樣可用于測(cè)量色度的絕對(duì)值。顏色傳感器的結(jié)構(gòu)主要包括光電二極管與彩色濾光器。其工作原理是,通過彩色濾光器將所測(cè)得的顏色分解成RGB值,然后通過光電二極管分別檢測(cè)各色的強(qiáng)度。由于顏色傳感器具有顏色識(shí)別功能,所以設(shè)備廠商可以將其運(yùn)用到各種各樣的應(yīng)用中,包括機(jī)械制造行業(yè)。只要是與顏色相關(guān)的行業(yè),都可以考慮使用顏色傳感器。對(duì)于設(shè)備商來說,這一情況也意味著他們擁有更多的機(jī)會(huì)。只要運(yùn)用得當(dāng),就有可能生產(chǎn)出匪夷所思的產(chǎn)品。甚至,只需設(shè)備商的一個(gè)構(gòu)想,顏色傳感器就有可能成為產(chǎn)品差異化的關(guān)鍵所在。
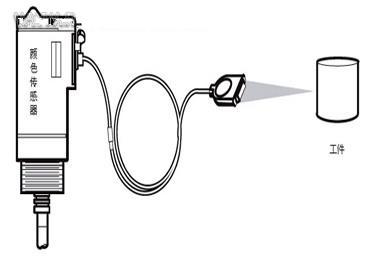
圖4、機(jī)床加工用的顏色傳感器
除了顏色傳感器外,視覺傳感器是應(yīng)用較多的一種,圖5所示為機(jī)床加工應(yīng)用中的視覺傳感器。

圖5、工作中的視覺傳感器
從原理上來說,視覺傳感器具有從一整幅圖像捕獲光線的數(shù)以千計(jì)的像素,其圖像的清晰和細(xì)膩程度通常用分辨率來衡量,以像素?cái)?shù)量表示,比如Banner工程公司提供的部分視覺傳感器能夠捕獲130萬像素。因此,無論距離目標(biāo)數(shù)米或數(shù)厘米遠(yuǎn),傳感器都能“看到”十分細(xì)膩的目標(biāo)圖像。
在捕獲圖像之后,視覺傳感器將其與內(nèi)存中存儲(chǔ)的基準(zhǔn)圖像進(jìn)行比較,以做出分析。例如,若視覺傳感器被設(shè)定為辨別正確地插有八顆螺栓的機(jī)器部件,則傳感器知道應(yīng)該拒收只有七顆螺栓的部件,或者螺栓未對(duì)準(zhǔn)的部件。此外,無論該機(jī)器部件位于視場(chǎng)中的哪個(gè)位置,無論該部件是否在360度范圍內(nèi)旋轉(zhuǎn),視覺傳感器都能做出判斷。
在機(jī)械制造中,復(fù)雜的視覺系統(tǒng)是一項(xiàng)成熟的技術(shù),它可執(zhí)行細(xì)致的自動(dòng)檢驗(yàn)。與光電傳感器相比,視覺傳感器賦予機(jī)器設(shè)計(jì)者更大的靈活性。以往需要多個(gè)光電傳感器的應(yīng)用,現(xiàn)在可以用一個(gè)視覺傳感器來檢驗(yàn)多項(xiàng)特征。視覺傳感器能夠檢驗(yàn)大得多的面積,并實(shí)現(xiàn)了機(jī)械制造中更佳的目標(biāo)位置和方向靈活性,這使視覺傳感器在某些原先只有依靠光電傳感器才能解決的應(yīng)用中受到廣泛歡迎。在傳統(tǒng)上,這些應(yīng)用還需要昂貴的配件,以及能夠確保目標(biāo)物體始終以同一位置和姿態(tài)出現(xiàn)的精確運(yùn)動(dòng)控制。
刀具或砂輪的檢測(cè)傳感
切削與磨削過程是重要的材料切除過程。刀具與砂輪磨損到一定限度(按磨鈍標(biāo)準(zhǔn)判定)或出現(xiàn)破損(破損、崩刃、燒傷、塑變或卷刀的總稱),使它們失去切磨削能力或無法保證加工精度和加工表面完整性時(shí),稱為刀具/砂輪失效。工業(yè)統(tǒng)計(jì)證明,刀具失效是引起機(jī)床故障停機(jī)的首要因素,由其引起的停機(jī)時(shí)間占NC類機(jī)床的總停機(jī)時(shí)間的1/5至1/3。此外,它還可能引發(fā)設(shè)備或人身安全事故,甚至是重大事故。
以某刀具傳感器及其應(yīng)用系統(tǒng)為例,切削加工過程中刀具所受的負(fù)載與很多因素有關(guān),根據(jù)在線檢測(cè)的要求,僅考慮幾個(gè)較大的影響因素,即主軸轉(zhuǎn)速、進(jìn)給速度、切削深度、加工材料的切削性能等多個(gè)因素,通過刀具負(fù)載的模型即可測(cè)算出該刀具的壽命及磨損程度。