
1 引言
螺旋彈簧是汽車減振功能的組成核心,而螺旋彈簧在汽車制造工程中又是汽車制造商的重點(diǎn)監(jiān)察工程。熱預(yù)壓設(shè)備是汽車螺旋彈簧制造的重要組成設(shè)備,汽車螺旋彈簧的制造必須經(jīng)過(guò)熱預(yù)壓設(shè)備進(jìn)行熱預(yù)壓之后,才能保持螺旋彈簧的持久耐用性,并永久保持不疲勞變形。首先,要實(shí)現(xiàn)螺旋彈簧在200℃高溫情況下快速進(jìn)行自動(dòng)化預(yù)壓處理,單靠作業(yè)員來(lái)操作是不現(xiàn)實(shí)的。因而,本預(yù)壓設(shè)備就在螺旋彈簧的投入、定位、預(yù)壓、排出等動(dòng)作工程中,完全靠機(jī)械手作業(yè)。針對(duì)在200℃高溫的惡劣作業(yè)環(huán)境和高效產(chǎn)出要求,我們研制了一套采用cc-link現(xiàn)場(chǎng)總線組建的快速、適合高溫作業(yè)且非常省線的控制系統(tǒng)。
2 cc-link的特性
cc-link是control & communication link(控制與通信鏈路系統(tǒng))的簡(jiǎn)稱,是三菱電機(jī)于1996年推出的開放式現(xiàn)場(chǎng)總線。其數(shù)據(jù)容量大,通信速度多級(jí)可選,而且是一個(gè)復(fù)合的、開放的、適應(yīng)性強(qiáng)的網(wǎng)絡(luò)系統(tǒng),能適應(yīng)從較高的管理層網(wǎng)絡(luò)到較低的傳感器層網(wǎng)絡(luò)等不同范圍。cc-link是一個(gè)以設(shè)備層為主的網(wǎng)絡(luò),一般情況下,cc-link整個(gè)一層網(wǎng)絡(luò)可以由一個(gè)主站和64個(gè)從站組成。網(wǎng)絡(luò)中的主站由plc擔(dān)當(dāng),從站可以是遠(yuǎn)程i/o模塊、特殊功能模塊、帶有cpu和plc的本地站、人機(jī)界面、變頻器及各種測(cè)量?jī)x表、閥門等現(xiàn)場(chǎng)儀表設(shè)備,而且可實(shí)現(xiàn)從cc-link到as-i總線的連接。cc-link具有高速的數(shù)據(jù)傳輸能力,最快可達(dá)10mbps。cc-link底層通信協(xié)議遵循rs-485,一般情況下,cc-link主要采用廣播-輪詢的方式進(jìn)行通信。cc-link也支持主站與本地站、智能設(shè)備站之間的瞬間通信,具有性能卓越、應(yīng)用廣泛、使用簡(jiǎn)單等突出優(yōu)點(diǎn)。
3 系統(tǒng)設(shè)計(jì)
3.1 系統(tǒng)組成
本系統(tǒng)由主站(q02cpu)、3個(gè)遠(yuǎn)程i/o模塊、2個(gè)遠(yuǎn)程智能設(shè)備站(三菱got970觸摸屏)和1臺(tái)pc機(jī)組成(能夠根據(jù)螺旋彈簧預(yù)壓工藝要求修改參數(shù)),如圖1。其中主站中的qd75模塊是螺旋彈簧在熱預(yù)壓機(jī)投入、排出和預(yù)壓的機(jī)械手伺服系統(tǒng)的定位模塊,而qd62模塊是預(yù)壓前的定位編碼信號(hào)檢測(cè)模塊。2個(gè)遠(yuǎn)程智能設(shè)備站提供在現(xiàn)場(chǎng)兩個(gè)不同作業(yè)位置使用的三菱got970觸摸屏鏈接;而三菱got970觸摸屏在cc-link網(wǎng)絡(luò)中的鏈接要分別追加適配器(a8gt-j61bt13)才能起到鏈接作用,而在觸摸屏gt970的程序編寫地址上還要求在地址首端附加站地址號(hào),否則該站無(wú)法使用。主站鏈接適配器是qj61bt11,主站與pc機(jī)鏈接適配器是qj71c24,而pc側(cè)使用的通信電纜接口是rs232c串聯(lián)通信接口(具體請(qǐng)見圖3);該pc機(jī)操作系統(tǒng)是windowsxp pro.(service pack 2)english version,其應(yīng)用軟件是日本morita公司自行開發(fā)的。遠(yuǎn)程輸入站設(shè)置要求請(qǐng)參考圖4。
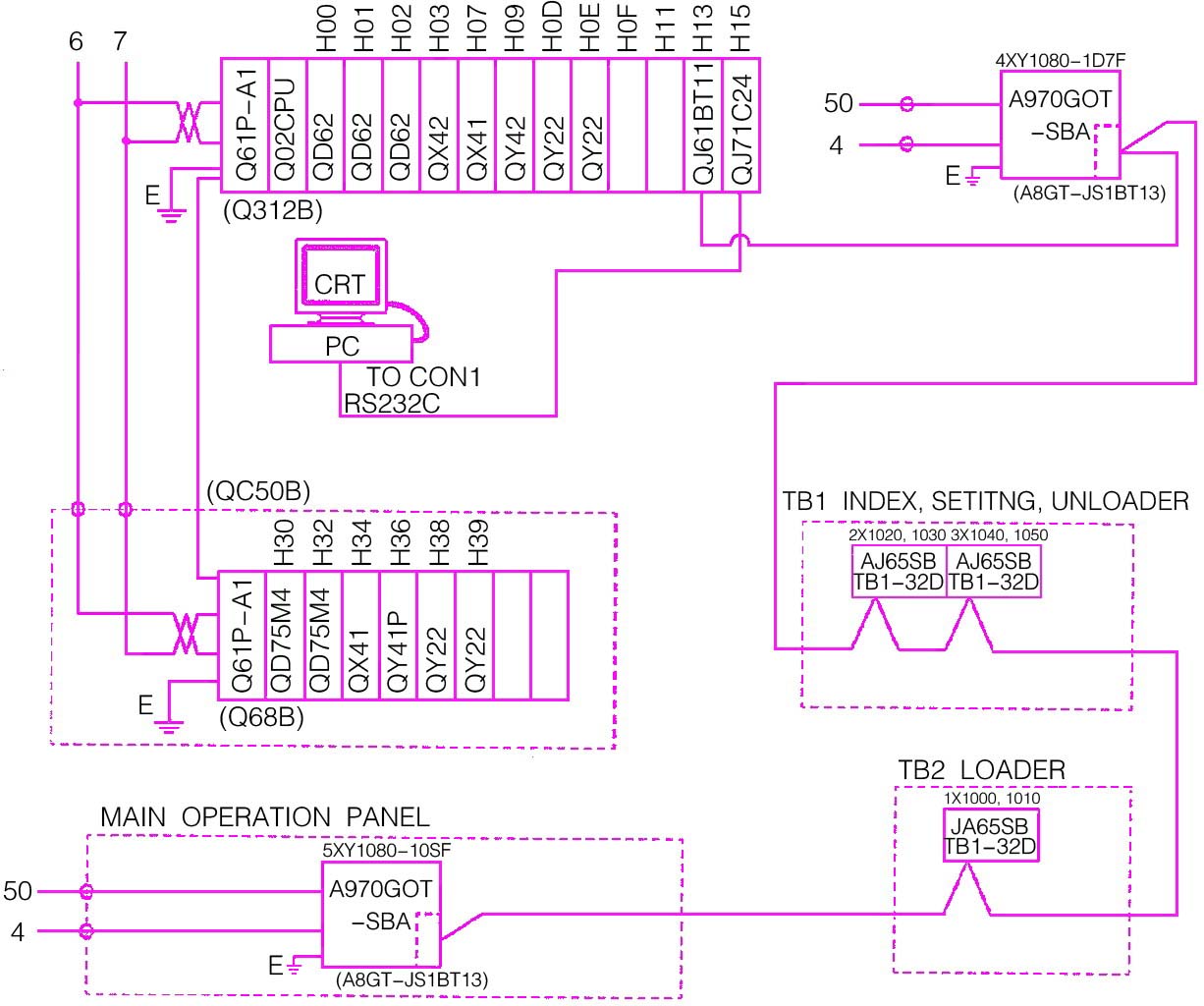
圖1 系統(tǒng)組成示意圖

圖2 具體鏈接協(xié)議
1 引言
螺旋彈簧是汽車減振功能的組成核心,而螺旋彈簧在汽車制造工程中又是汽車制造商的重點(diǎn)監(jiān)察工程。熱預(yù)壓設(shè)備是汽車螺旋彈簧制造的重要組成設(shè)備,汽車螺旋彈簧的制造必須經(jīng)過(guò)熱預(yù)壓設(shè)備進(jìn)行熱預(yù)壓之后,才能保持螺旋彈簧的持久耐用性,并永久保持不疲勞變形。首先,要實(shí)現(xiàn)螺旋彈簧在200℃高溫情況下快速進(jìn)行自動(dòng)化預(yù)壓處理,單靠作業(yè)員來(lái)操作是不現(xiàn)實(shí)的。因而,本預(yù)壓設(shè)備就在螺旋彈簧的投入、定位、預(yù)壓、排出等動(dòng)作工程中,完全靠機(jī)械手作業(yè)。針對(duì)在200℃高溫的惡劣作業(yè)環(huán)境和高效產(chǎn)出要求,我們研制了一套采用cc-link現(xiàn)場(chǎng)總線組建的快速、適合高溫作業(yè)且非常省線的控制系統(tǒng)。
2 cc-link的特性
cc-link是control & communication link(控制與通信鏈路系統(tǒng))的簡(jiǎn)稱,是三菱電機(jī)于1996年推出的開放式現(xiàn)場(chǎng)總線。其數(shù)據(jù)容量大,通信速度多級(jí)可選,而且是一個(gè)復(fù)合的、開放的、適應(yīng)性強(qiáng)的網(wǎng)絡(luò)系統(tǒng),能適應(yīng)從較高的管理層網(wǎng)絡(luò)到較低的傳感器層網(wǎng)絡(luò)等不同范圍。cc-link是一個(gè)以設(shè)備層為主的網(wǎng)絡(luò),一般情況下,cc-link整個(gè)一層網(wǎng)絡(luò)可以由一個(gè)主站和64個(gè)從站組成。網(wǎng)絡(luò)中的主站由plc擔(dān)當(dāng),從站可以是遠(yuǎn)程i/o模塊、特殊功能模塊、帶有cpu和plc的本地站、人機(jī)界面、變頻器及各種測(cè)量?jī)x表、閥門等現(xiàn)場(chǎng)儀表設(shè)備,而且可實(shí)現(xiàn)從cc-link到as-i總線的連接。cc-link具有高速的數(shù)據(jù)傳輸能力,最快可達(dá)10mbps。cc-link底層通信協(xié)議遵循rs-485,一般情況下,cc-link主要采用廣播-輪詢的方式進(jìn)行通信。cc-link也支持主站與本地站、智能設(shè)備站之間的瞬間通信,具有性能卓越、應(yīng)用廣泛、使用簡(jiǎn)單等突出優(yōu)點(diǎn)。
3 系統(tǒng)設(shè)計(jì)
3.1 系統(tǒng)組成
本系統(tǒng)由主站(q02cpu)、3個(gè)遠(yuǎn)程i/o模塊、2個(gè)遠(yuǎn)程智能設(shè)備站(三菱got970觸摸屏)和1臺(tái)pc機(jī)組成(能夠根據(jù)螺旋彈簧預(yù)壓工藝要求修改參數(shù)),如圖1。其中主站中的qd75模塊是螺旋彈簧在熱預(yù)壓機(jī)投入、排出和預(yù)壓的機(jī)械手伺服系統(tǒng)的定位模塊,而qd62模塊是預(yù)壓前的定位編碼信號(hào)檢測(cè)模塊。2個(gè)遠(yuǎn)程智能設(shè)備站提供在現(xiàn)場(chǎng)兩個(gè)不同作業(yè)位置使用的三菱got970觸摸屏鏈接;而三菱got970觸摸屏在cc-link網(wǎng)絡(luò)中的鏈接要分別追加適配器(a8gt-j61bt13)才能起到鏈接作用,而在觸摸屏gt970的程序編寫地址上還要求在地址首端附加站地址號(hào),否則該站無(wú)法使用。主站鏈接適配器是qj61bt11,主站與pc機(jī)鏈接適配器是qj71c24,而pc側(cè)使用的通信電纜接口是rs232c串聯(lián)通信接口(具體請(qǐng)見圖3);該pc機(jī)操作系統(tǒng)是windowsxp pro.(service pack 2)english version,其應(yīng)用軟件是日本morita公司自行開發(fā)的。遠(yuǎn)程輸入站設(shè)置要求請(qǐng)參考圖4。
圖1 系統(tǒng)組成示意圖
圖2 具體鏈接協(xié)議

圖3 pc鏈接適配器及rs232c插針鏈接方法

圖4 遠(yuǎn)程輸入站配線及設(shè)置
由于主站選用了q系列plc并運(yùn)行在q模式下,可以直接通過(guò)編程軟件gx dveloper設(shè)置網(wǎng)絡(luò)參數(shù)和自動(dòng)刷新參數(shù),當(dāng)接通電源或重新啟動(dòng)時(shí),網(wǎng)絡(luò)參數(shù)自動(dòng)傳送到主站,數(shù)據(jù)鏈接自動(dòng)啟動(dòng);在主站的plc程序編寫時(shí)注意各個(gè)站別的地址,他們之間絕對(duì)不能互相占用,混亂使用。具體鏈接協(xié)議見圖2。
配置遠(yuǎn)程輸入站和智能站時(shí)一定要正確設(shè)置每個(gè)站的站號(hào)、占用站數(shù)、傳輸速度(本系統(tǒng)用2.5m)等各種參數(shù),具體請(qǐng)根據(jù)圖1和圖2進(jìn)行參考。布線時(shí)一定要規(guī)范接線,plc電源用雙絞線,接好終端電阻,做好接地,盡量可能減少噪音的干預(yù)。
3.2 系統(tǒng)功能
整個(gè)網(wǎng)絡(luò)監(jiān)控操作系統(tǒng)采用cc-link現(xiàn)場(chǎng)總線,可將現(xiàn)場(chǎng)工藝要求使用的數(shù)據(jù)通過(guò)pc機(jī)高速傳送到主站進(jìn)行管理;主站使用三菱q02cpu的plc,通過(guò)cc-link網(wǎng)絡(luò)遠(yuǎn)程i/o站進(jìn)行各系統(tǒng)動(dòng)作檢測(cè),通過(guò)遠(yuǎn)程智能站非常方便地向現(xiàn)場(chǎng)進(jìn)行操作和監(jiān)控管理,實(shí)現(xiàn)實(shí)時(shí)操作和監(jiān)控。
4 結(jié)束語(yǔ)
cc-link網(wǎng)絡(luò)具有節(jié)省布線、控制功能強(qiáng)大、能兼容多種儀表等特點(diǎn)。在實(shí)際使用中,使螺旋彈簧熱預(yù)壓設(shè)備控制系統(tǒng)實(shí)現(xiàn)了大量減少有色金屬的浪費(fèi),同時(shí)提高彈簧制作工藝精度的要求,并在高溫作業(yè)環(huán)境中節(jié)省了人力資源的浪費(fèi)。與傳統(tǒng)控制方法相比,在系統(tǒng)設(shè)計(jì)、安裝調(diào)試、維護(hù)上均具有不可比擬的優(yōu)勢(shì)。