
[摘 要]特種織物使用折入邊裝置的情況正在擴展,結合已知特種織物如黃麻、玻璃纖維、塑膠線等應用折入邊裝置的實踐,對折入邊裝置,自身的性能、可靠性和織物的邊組織、鋼筘、織物廢邊等上機工藝進行說明。總結實踐經驗,使折入邊裝置應用于其它特種織物時能更快地上織機調整,并在實際開機織造時提高效率。
0 前言
基于織物用途的不同,衣著用織物外的其他織物可稱為特種織物。
織物邊是織物的重要組成部分,也是織物織造時的重要環(huán)節(jié)。特種織物具有光邊是織物性能和織物風格的要求,織物為光邊時能增加邊部強度和保持布幅,或方便掛漿、洗滌、減少裁剪撬邊等功能。
無梭織機上織出的通常為毛邊織物,加裝折入邊裝置后即可織造光邊織物。隨著特種織物的發(fā)展,將折入邊裝置應用于特種織物是市場的需求。
折入邊裝置有機械式和噴氣式,目前市場以機械式為主。市場上的機械式折入邊裝置也有很多種,形狀結構各有差別,其中采用共軛凸輪式折入邊裝置占有主導地位。
由于機械式折入邊裝置最初是專為棉、毛、滌等原料組成的衣著用織物設計制造的,經緯紗線支數多數在10支-60支之間。當將折入邊裝置應用于特種織物時,它和衣著用織物的情況有很大差別。這就使折入邊裝置制造廠和織物織造廠都將有一個應用實踐的過程。
本文對折入邊裝置應用于某些特種織物(如以黃麻、玻璃纖維、塑膠線等為原料的織物)的實踐情況進行分析,對折入邊裝置自身的性能和可靠性及和特種織物相匹配的邊撐、絞邊、邊組織、鋼筘、織物廢邊等上機工藝進行了說明。通過總結實踐經驗,使折入邊裝置應用于其它特種織物時能很快地適應織造。
1 折入邊裝置應用于特種織物的實踐分析
1.1 折入邊裝置應用于黃麻織物
山東聊城昌潤紡機廠專門為用戶生產了黃麻織物織機,此黃麻織物最終需縫成麻袋,而光邊時麻袋較牢固,因此在織機上配置了我們公司生產的GT561(T)型共軛凸輪式折入邊裝置。
為了充分了解織機和折入邊裝置在織造黃麻織物時的情況,我們分別在190cm和260cm門幅織機上進行了試識,190cm門幅為三臺折入邊裝置(左、中、右),織雙幅布;260cm門幅為四臺折入邊裝置(左、右及2臺中間折入邊),同時織三幅布。
1.1.1 在190織機上試織時,折入邊裝置的折入穩(wěn)定性很不理想,織物邊也不好,經過觀察和分析,認為是由以下原因造成的:
1.1.1.1 紗線質量不好,整經時紗線張力控制不均勻,斷經歷害,導致織物邊的穩(wěn)定性差,織造也不能連續(xù)進行,直接影響了折入的效果;
1.1.1.2 鋼筘筘齒太稀(考慮經紗直徑很粗,首先選用的是18號筘,10mm內只有18齒,每筘2根經紗),織物光邊雖也能調出來,但不穩(wěn)定。這是因為折入邊區(qū)域只有15mm左右,對應只有5~6根經紗在交織,經紗數太少,不易將折入的緯紗交織住。另外在調整折入緯紗的長度、加減經線根數時,每筘調整量達到了5.5mm,不易控制,致使有時折入的緯紗頭沒有經紗織住,變成毛頭;
1.1.1.3 織物邊的經紗組織不完全是一上一下組織,導致緯紗在織物邊處鎖緊不牢固,折入邊裝置在對緯紗進行處理,做一系列機械動作時,緯紗會亂動,影響了折入的效果甚至動作失敗;
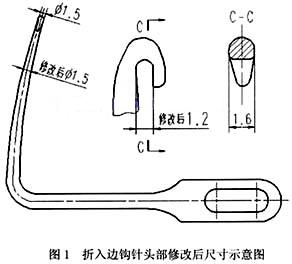
1.1.1.4 黃麻紗線條干不均勻,有部分段的經和緯線非常粗,直徑達到了φ1mm;而常規(guī)的鉤針頭部過渡段偏粗,為φ2mm。緯紗在折入的過程中要在鉤針頭部螺旋狀卷繞一圈,以緯紗的中心計算,繞一圈的周長為L=πD=3.14×3=9.42mm;而該折入邊裝置的壓腳邊到剪刀口的距離最大為9mm,也就是說,一圈尚未卷繞完,緯紗已從壓腳中滑出,導致動作失敗。同時常規(guī)的鉤針頭部溝槽略小,在0.8~1.0mm左右,緯紗有時不能勒入溝槽或易在溝槽內卡住。三者原因致使有的緯紗不能折入。
1.1.2 在260織機上對黃麻織物試織時,針對以上在190織機出現的問題,采取了以下措施:
1.1.2.1 注重整經,使經線的張力均勻。
1.1.2.2 鋼筘改成35號筘(相比于18號筘,筘齒齒密增加了將近一倍),加減經紗時,每筘調整量在2.8mm左右,能滿足織物工藝要求。
1.1.2.3 織物邊經紗重新穿綜,使織物邊組織為1/1平紋。常規(guī)織物織成光邊時,因緯紗每一緯都折入布邊中,使布邊的緯密變成地組織的二倍,因此布邊常用兩上兩下織法,使緯向交織點減少,最終布邊的密度和地組織差不多,不會產生布邊向前沖出的現象。而此黃麻織物布邊本身經紗就很少,不易鎖住緯紗;同時此織物緯密較稀,雖又折進根緯紗頭,只是填補了空隙,不產生布邊前沖,因此可以改為1/1平紋。通過改進,織物邊和織物面達到了穩(wěn)定。
1.1.2.4 對鉤針頭部進行了如圖1所示的處理,鉤針的根部尺寸不變,以保持一定的強度,而緯紗會卷繞到的過渡段從φ2mm改進為φ1.5mm,此時以緯紗的中心計算,繞一圈的周長為L=πD=3.14×2.5=7.85mm,從理論上保證了緯紗不會滑出壓腳;另外,對鉤針頭部適當增大尺寸后,將溝槽增大至1.2mm,并進行適當的圓整。再經過我們的仔細觀察和細心調節(jié),使折入邊裝置的鉤針、剪刀壓腳和鋼筘、織機開口等配合完美,最后織物光邊的折入穩(wěn)定性和織物邊平直度達到了理想要求。
1.2 折入邊裝置應用于玻璃纖維織物
玻璃纖維織物主要用于編織袋、土工布、絕緣、防火材料、皮帶、輪胎夾層等各種用途,在紹興、無錫、廈門等地有大量的織造廠,用圓機、經編機、有梭織機、劍桿或片梭型無梭織機生產織物。采用劍桿或片梭織機織造光邊玻璃纖維織物,具有門幅寬、織物組織變化多、機械改動少等優(yōu)點,大卷裝玻璃纖維織物對存貯、運輸有利。
采用劍桿無梭織機和折入邊裝置織造光邊玻璃纖維織物,目前已成熟。當然其中也經歷了試織和分析總結。由于玻璃纖維原料的特殊性,對織物的上機工藝、折入邊裝置的細節(jié)等,都需進行相應的設置。
1.2.1 玻璃纖維的原料品種繁多,千變萬化:有的比頭發(fā)絲還細,有的又粗如電線。對細的玻璃纖維要盡量縮小鉤針頭部尺寸,以避免鉤針插下時帶斷經紗;對粗的線,要象織黃麻織物一樣,對鉤針頭部進行如圖1所示的處理。
1.2.2 玻璃纖維大多強度比較好,不易剪斷,這就對折入邊裝置的剪刀提出了較高的要求。對此,要適當增加剪刀片的厚度,并提高其硬度,使剪刀片之間保持較高的張緊力,便于剪斷緯紗。剪刀片旁邊的剪刀壓緊簧片也要適當增加強度,以輔助推住剪刀片,防止剪刀片彈開。同時,在日常使用中,也要注意對剪刀片的維護保養(yǎng),及時調較或更換。
1.2.3 有的玻璃纖維膨松,如絨線一樣。這樣的紗線,首先,織造時緯紗要保持較高的張力,使緯紗處于緊張狀態(tài),紗線不至于太膨松,太膨松的紗線折入邊裝置處理不了。其次,鉤針頭部的溝槽適當增大,便于紗線進入。第三,壓腳和壓腳座之間的面光潔度要進一步提高,要仔細打磨、拋光,這是因為只要有一點毛刺,就會將膨松的紗線帶住。在日常使用中,壓腳面間要注意不能有水或油進入,水或油會吸附飛花,在壓腳面間逐漸積累,最終使壓腳壓不住緯紗,動作失誤。玻璃纖維車間內的飛花是比較多的,特別是這種膨松的紗線,因此要每天用壓縮空氣吹干凈壓腳面。
1.2.4玻璃纖維一般都有一定的剛性,將其折彎后都會有較大的回彈,這就影響了布邊的效果,可能會產生小圈等毛病。通過雙絞邊將緯紗絞牢,并可通過人為調整折入邊裝置相對于織機的動作時間,使鉤針出梭口放掉緯紗頭時經紗即將綜平,緯紗頭被邊經紗絞牢,不出現回彈。
1.3 折入邊裝置應用于塑膠線織物
浙江紹興有客戶生產如圖2所示的塑膠線織物,此種織物用于度假沙灘、土工等方面,織物緊密、柔軟、不易腐爛、清洗方便。
圖2示織物的經線是扁平狀塑膠帶(為便于觀察織物織造狀態(tài),采用有顏色的帶子),經線自然狀態(tài)時寬度為2mm~4.5mm,織物的緯線是圓狀黑色塑膠線,直徑為0.4mm,織物的鎖邊線是白色塑膠線,直徑為0.2mm(圖中不很明顯)。織物原料強度很高,且具有一定的彈性。
在剛開始織造上述織物時,折入邊裝置的運用不很理想,主要有以下方面:
1.3.1 緯紗頭的折入穩(wěn)定性。由于扁平狀經線較寬,當鉤針在織機開口狀態(tài)鉤入開口時可能被經線阻擋,不能進入開口(相比衣用織物原料一般為圓狀線,鉤針頭部的圓錐狀很容易通過經線,進入開口)。折入邊裝置調整好后也能順利進入開口,但當布面狀態(tài)變化時(織物在緯向出現收縮或變寬、布邊經線出現張緊不一致、廢邊出現交織不牢等現象時)鉤針在布面的進入點發(fā)生移位,出現被阻擋。發(fā)生這種狀況時,緯紗頭沒有被折入,且鉤針頭和經線發(fā)生對折,使經線受到傷害,也容易使鉤針折斷。
1.3.2 緯紗頭的折入狀態(tài)。由于圓狀黑色塑膠緯線的彈性,當鉤針釋放緯紗頭,梭口還沒有閉合,即織物未交織時,緯紗頭可能反向彈出梭口,鋼筘打緊后,使織物的折邊出現不整齊。由于單根經線較寬,鉤針沒有將緯紗頭完全鉤入織物,使折入的緯紗頭露出織物,形成不合格織物。
針對上述織物織造時的不理想狀態(tài),我們和織造廠一起探討了一些方法:在鉤針鉤入處,在不影響織物風格和要求的前提下,盡可能采用寬度為2mm的帶子,避免鉤針被經線阻擋,同時鉤針的頭部做成扁梭狀,在垂直于經紗的方向鉤針薄的象刀刃,便于伸入經紗;采用獨立織邊,使織物邊的經線提前交織,盡可能避免緯紗頭的回彈;采用較窄經線,可有效防止露頭。從改進的效果來看,折入邊裝置在此特種織物上是可以應用的。
2 折入邊裝置應用于特種織物的實踐總結
應用于特種織物的折入邊裝置轉速大約在180rpm~360rpm之間,且一般在下限,折入邊裝置的額定轉速約在430rpm,因此折入邊裝置的本體是可靠的,能滿足織造車速要求。對于剪刀壓腳部件,由于織物原料的原因,剪刀壓腳部件的性能和可靠性仍存在不足,要不斷提高。目前,針對不同的用戶,采取以下部分措施會適當提高性能和可靠性。
2.1 折入邊裝置的剪刀刃口是用硬質合金制造的,剪棉紗、毛紗時,其可靠性和壽命是非常高的,但對于特種織物的原料,如黃麻、尼龍線、塑膠線時,所需的剪切力相對加大,刃口磨損也快,剪刀刃口壽命縮短,只有通過加強維護和更換的方式保證使用。
2.2 適當加大或減小鉤針頭部過渡段尺寸及鉤針溝槽尺寸,使鉤針更適宜于紗線的粗或細,提高紗頭在鉤針上的纏繞穩(wěn)定性。
2.3 適當加大壓腳面,并進一步提高壓腳面和壓腳座之間的配合精度,適當調整壓腳彈簧的剛性系數,使壓腳對紗線保持合適的壓緊力,鉤針鉤緯紗頭時的穩(wěn)定性更好。
2.4 提高剪刀塊壓緊簧片的初始力,使剪刀在剪切粗線時剪刀塊之間的粘合力更大,提高剪切斷粗緯紗線的穩(wěn)定性。
2.5 在織物邊組織、鋼筘、織物廢邊等上機工藝方面,針對不同的特種織物應采用不同的工藝,綜述如下:
2.5.1 光邊特種織物的邊組織一般采用2/2平紋,但當緯密大時,應采用斜紋組織或類似的方平組織,從而減少交織點。織物工藝要求的組織一定時,應注意和其他上機工藝的聯系。
2.5.2 光邊特種織物織造時,應注意將鋼筘、經緯紗密度、織物組織、穿筘工藝、折邊寬度等緊密聯系在一起。
2.5.3 光邊特種織物的織物邊經紗原料一般同織物本身的原料相同,但對不同的特種織物應區(qū)別對待。例如對亞麻織物邊,應混合棉等其他原料,因為亞麻纖維短,鉤針和亞麻摩擦后會使經線散開,導致斷經。對塑膠線、尼龍等光滑的織物,廢邊原料一定要求棉或棉的類似原料,將緯紗牢固鎖住。否則,緯紗在廢邊交織不牢,會引起縮緯等故障,使織物的光邊折入穩(wěn)定性不好。
2.5.4 當光邊特種織物有鎖邊線時,要注意鎖邊線原料和工藝。例如有的尼龍線,和鉤針磨擦后,會產生靜電,吸引折入的緯紗頭,影響布邊的效果,因此就不能用做絞邊線。
3 結語
織物光邊堅牢,外觀平直、整齊是織物的客觀要求,為用戶提供適應性強、可靠性高的折入邊裝置則是我們的義務和責任,在折入邊裝置應用于特種織物時有效提高織機開機率是我們和織造廠的共同目標。