一、高爐卷?yè)P(yáng)上料及布料過(guò)程簡(jiǎn)介
高爐上料的形式主要有兩種:一是卷?yè)P(yáng)料車上料,二是皮帶上料,由于料車上料占地面積小,在中小高爐中得到廣泛的應(yīng)用,如中型高爐卷?yè)P(yáng)系統(tǒng)采用雙電機(jī)控制,小高爐采用單電機(jī)控制。卷?yè)P(yáng)上料系統(tǒng)的主要過(guò)程是:各種原料經(jīng)過(guò)槽下配料后放入中間料斗,料車到料坑后,中間斗把料放入料車,中間斗閘門關(guān)到位并且爐頂準(zhǔn)備好后,料車啟動(dòng),經(jīng)過(guò)加速-勻速(高速)-減速1-減速2,到達(dá)爐頂。
二、控制系統(tǒng)方案
(一)上料及爐頂系統(tǒng)主要電氣設(shè)備
1.卷?yè)P(yáng)機(jī)構(gòu)交流電機(jī)功率160kW,三相交流380伏一臺(tái)。
2.冷卻風(fēng)機(jī)電機(jī)3.7kW,三相交流380伏一臺(tái)。
3.料車制動(dòng)器1kW,兩相交流380伏兩臺(tái)。
4.料車行程編碼器,OMRON一臺(tái)
5.智能主令控制器一臺(tái)
6.料車切換柜一面、交流變頻傳動(dòng)柜2面,一用一備,制動(dòng)電阻柜一面
7.料車變頻器選西門子6SE70 200kW兩臺(tái),配套制動(dòng)單元
(二)基本工藝要求
1.料車卷?yè)P(yáng)機(jī):料車卷?yè)P(yáng)機(jī)按料車行程曲線運(yùn)行;
2.在PLC及操作臺(tái)手
動(dòng)方式下,滿足高、中、低速調(diào)速要求;
3.料車啟動(dòng)、停車及加、減速應(yīng)平穩(wěn),速度控制受負(fù)載(空載或滿載)影響較小;
4.主卷?yè)P(yáng)有鋼繩松弛保護(hù)和極限張力保護(hù)裝置(過(guò)流保護(hù));
5.料車有行程極限,超極限保護(hù)裝置,低速檢查保護(hù);
6.料車尚未到達(dá)行程終點(diǎn)的卷筒反轉(zhuǎn)保護(hù);在卡車的狀態(tài)下,可允許停車或有控下行。
(三)設(shè)計(jì)方案
系統(tǒng)框圖如圖1所示:
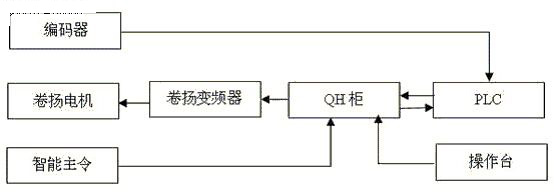
1.主卷?yè)P(yáng)變頻調(diào)速裝置 我們采用西門子公司的6SE70全數(shù)字交流變頻調(diào)速供電裝置。系統(tǒng)配置了配套制動(dòng)單元和獨(dú)立的制動(dòng)電阻柜,采用能耗制動(dòng)方式實(shí)現(xiàn)卷?yè)P(yáng)系統(tǒng)的制動(dòng)。供電裝置的工作方式選用一備一用方式,通過(guò)切換柜中的三刀雙擲刀開(kāi)關(guān)完成備用切換。每個(gè)變頻器的控制信號(hào)通過(guò)切換柜的電氣設(shè)備來(lái)完成基本聯(lián)鎖及控制,在主PLC與切換柜之間、操作臺(tái)與切換柜之間利用繼電器相互隔離,使料車的控制可以由PLC或操作臺(tái)分別控制系統(tǒng),提高整個(gè)系統(tǒng)的可靠性。抱閘由6SE70裝置中的抱閘專用控制功能來(lái)實(shí)現(xiàn)料車運(yùn)行中的抱閘控制及聯(lián)鎖控制。
調(diào)速裝置的交流進(jìn)線是通過(guò)交流進(jìn)線電抗器解耦,并且進(jìn)線電抗器設(shè)置在電源切換柜中,相當(dāng)于兩套變頻器共用一臺(tái)進(jìn)線電抗器。在切換開(kāi)關(guān)后面分別接兩臺(tái)出線電抗器,消除出線高次諧波,保護(hù)電機(jī)。
料車定位采用絕對(duì)值編碼器來(lái)完成,信號(hào)是格雷碼,以開(kāi)關(guān)量的形式送給PLC;主令控制器采用增量式編碼器,脈沖信號(hào)送給主令控制器的內(nèi)部小PLC。料車定位編碼器器通過(guò)Profibus-DP與PLC聯(lián)網(wǎng)。
2.料車定位
高爐卷?yè)P(yáng)料車的傳統(tǒng)定位方式是機(jī)械式的主令控制器,目前來(lái)看,使用起來(lái)有很多問(wèn)題,定位精度差,現(xiàn)場(chǎng)環(huán)境惡劣,機(jī)械觸點(diǎn)容易氧化,位置發(fā)生變化后,必須休風(fēng),跑幾次空車,調(diào)整料車位置。我們現(xiàn)在采用的方案是智能主令控制器與編碼器(PLC)結(jié)合對(duì)料車進(jìn)行定位,通過(guò)數(shù)字面板來(lái)調(diào)整料車位置,如料車位置發(fā)生變化,只需在數(shù)字面板上改變料車位置的數(shù)值即可完成對(duì)料車的定位。同時(shí),主令控制器所檢測(cè)到的數(shù)據(jù)與主PLC中的數(shù)據(jù)相比較,誤差小于允許值時(shí)認(rèn)為定位準(zhǔn)確。
3.料車運(yùn)行簡(jiǎn)介
料車在料坑底部(另一料車在頂部),備料裝好后,地坑閘門關(guān)閉,爐頂受料斗料空,申請(qǐng)上料,由主PLC發(fā)出命令給變頻器,6SE70在接到開(kāi)車命令后系統(tǒng)解封。通過(guò)6SE70系統(tǒng)中的抱閘控制功能,建立在抱閘狀態(tài)下的轉(zhuǎn)矩限幅給出的啟車力矩電流后,6SE70系統(tǒng)發(fā)出打開(kāi)抱閘命令,使抱閘打開(kāi),實(shí)現(xiàn)料車的平穩(wěn)啟動(dòng)。當(dāng)料車啟動(dòng)運(yùn)行后,所需的運(yùn)行力矩電流大于啟車力矩電流后,原來(lái)建立的轉(zhuǎn)矩限幅將恢復(fù)到正常的限幅值。啟車后,料車將以啟車加速度a1=0.25m/s2進(jìn)行加速至V=2.36m/s。待爐頂另一料車退出分歧軌后,當(dāng)上行料車運(yùn)行至接近爐頂時(shí),由主令控制器發(fā)出減速1信號(hào)給切換柜,由切換柜發(fā)給6SE70使料車按a3=0.25m/s2減速至V=1.0m/s的中速運(yùn)行。當(dāng)上行料車進(jìn)入分歧軌前,主令控制器發(fā)出減速2的命令,使料車以a3=0.2m/s2減速,在此過(guò)程中主令控制器器還會(huì)發(fā)出低速檢查命令,6SE70系統(tǒng)此時(shí)會(huì)根據(jù)料車在此點(diǎn)的實(shí)際運(yùn)行速度作出比較判斷,料車運(yùn)行至爐頂時(shí),主令控制器發(fā)出停車命令,由PLC控制6SE70完成停車,抱閘閉合,此時(shí)料車的停車位置應(yīng)是工藝要求的角度,即能將車內(nèi)的爐料倒凈而又不撞極限彈簧。
4.料車運(yùn)行保護(hù)
所有使用卷?yè)P(yáng)上料的廠家,最擔(dān)心的就是料車失控,產(chǎn)生飛車事故,一旦出現(xiàn)此類事故,那么所造成的停產(chǎn)時(shí)間和損失都無(wú)法估算,為避免這樣的事故發(fā)生,我們重要采取的措施是松繩檢測(cè)和低速檢查保護(hù)。有松繩現(xiàn)象出現(xiàn)時(shí),松繩開(kāi)關(guān)會(huì)立
刻給PLC發(fā)出信號(hào),PLC收到松繩信號(hào)以后,立刻給供電裝置發(fā)出停車命令,并同時(shí)給抱閘發(fā)出停車的命令。作為卷?yè)P(yáng)上料無(wú)論是直流裝置還是交流裝置,都是用速度閉環(huán)的方式,在工藝要求低速的地方增加主令控制信號(hào),該信號(hào)觸發(fā)變頻器的速度比較功能,一旦出現(xiàn)飛車失控的現(xiàn)象,比較值大于設(shè)定值測(cè)速裝置就會(huì)向供電裝置發(fā)出真實(shí)的速度信號(hào),裝置通過(guò)對(duì)速度信號(hào)鑒別,發(fā)現(xiàn)本給定所需要的反饋信號(hào)不符,那么裝置就會(huì)自動(dòng)關(guān)閉,并同時(shí)向控制它的PLC發(fā)出故障信號(hào),接到信號(hào)以后,PLC馬上發(fā)出停車抱閘的指令,并按程序設(shè)定進(jìn)行斷電等其它保護(hù)措施。
5、系統(tǒng)特點(diǎn)
系統(tǒng)將PLC技術(shù)與變頻器技術(shù)相結(jié)合,極大地提高系統(tǒng)性能,成為生產(chǎn)控制的堅(jiān)實(shí)基礎(chǔ)。在此基礎(chǔ)上開(kāi)發(fā)出以下幾個(gè)有特色的功能。
(1)設(shè)備故障檢測(cè)報(bào)警:這一功能由兩部分構(gòu)成:PLC中的實(shí)時(shí)檢測(cè)程序和計(jì)算機(jī)上的報(bào)警及記錄程序。
(2)料車定位:采用主令控制器與編碼器(PLC)結(jié)合對(duì)料車進(jìn)行定位,定位準(zhǔn)確,調(diào)整方便,在約60m長(zhǎng)的軌道上定位精度可達(dá)0.6cm。
(3) 料車啟動(dòng)控制:料車啟動(dòng)前,必須提前判斷爐頂狀態(tài),防止在軌道中間停車。目前為追求產(chǎn)量,都是大料批上料,料車如在軌道中間停車,再啟動(dòng)時(shí)較危險(xiǎn)。
(4) 安全獨(dú)立操作方式:由主PLC和操作臺(tái)分別獨(dú)立控制主卷?yè)P(yáng)系統(tǒng),并且與切換柜相互隔離,提高降低系統(tǒng)的故障率。
(5)開(kāi)抱閘控制:開(kāi)抱閘采用力矩電流的百分值由變頻器BICO參數(shù)輸出給抱閘接觸器,來(lái)控制打開(kāi),通過(guò)現(xiàn)場(chǎng)調(diào)試測(cè)定合適的力矩值,在變頻器建立起該力矩后,再打開(kāi)抱閘,可有效的防止誤動(dòng)作及溜車故障。
(四)應(yīng)用效果
卷?yè)P(yáng)控制系統(tǒng)是實(shí)現(xiàn)了高爐生產(chǎn)全過(guò)程自動(dòng)控制的基礎(chǔ),通過(guò)采用先進(jìn)的傳感器技術(shù)以及穩(wěn)定的PLC控制技術(shù)大大提高了這個(gè)高爐生產(chǎn)最重要環(huán)節(jié)的準(zhǔn)確性和穩(wěn)定性。系統(tǒng)自投入運(yùn)行以來(lái)一直穩(wěn)定運(yùn)行,對(duì)高爐穩(wěn)產(chǎn)、高產(chǎn),降低成本,減輕工人勞動(dòng)強(qiáng)度起著重要作用,取得了較好的經(jīng)濟(jì)效益和社會(huì)效益。
