
1 前言
隨著電弧傳感技術(shù)的發(fā)展,焊縫跟蹤引入了電弧傳感技術(shù),電弧傳感器作為一種實(shí)時(shí)傳感的器件與其它類型的傳感器相比,具有結(jié)構(gòu)較簡單、成本低和響應(yīng)快等特點(diǎn),是焊接傳感器的一個(gè)重要的發(fā)展方向,具有強(qiáng)大的生命力和應(yīng)用前景主要應(yīng)用在兩方面:一方面主要用在弧焊機(jī)器人上,另一方面主要用在帶有十字滑塊的自動(dòng)焊上。本文對國內(nèi)外焊縫跟蹤系統(tǒng)" title="跟蹤系統(tǒng)">跟蹤系統(tǒng)電弧傳感技術(shù)、信號處理技術(shù)和控制技術(shù)的研究現(xiàn)狀分別做一介紹,在此基礎(chǔ)上總結(jié)出一套較為先進(jìn)的焊縫跟蹤系統(tǒng)的實(shí)施方案,為焊縫跟蹤系統(tǒng)研制提供依據(jù)。
2、電弧傳感焊縫跟蹤技術(shù)的發(fā)展?fàn)顩r
2.1 電弧傳感器發(fā)展概述
焊縫自動(dòng)跟蹤方面,傳感器提供著系統(tǒng)賴以進(jìn)行處理和控制所必須的有關(guān)焊縫的信息。我們研究電弧傳感器就是要從焊接電弧信號中提取出能夠?qū)崟r(shí)并準(zhǔn)確反映焊炬與焊縫中心的偏移變化信號,并將此信號采集出來,作為氣體保護(hù)焊焊縫自動(dòng)跟蹤系統(tǒng)的輸入信號,即氣體保護(hù)焊焊縫自動(dòng)跟蹤系統(tǒng)的傳感信號。
目前,國際、國內(nèi)焊接界對電弧傳感器的研究非常活躍,用于焊縫跟蹤的電弧傳感器主要有以下幾種類型:
(1)并列雙絲電弧傳感器。利用兩個(gè)彼此獨(dú)立的并列電弧對工件施焊,當(dāng)焊槍的中心線未對準(zhǔn)坡口中心時(shí),其作用焊絲具有不同的干伸長度,對于平外特性電源將造成兩個(gè)電流不相等,因此根據(jù)兩個(gè)電流差值即可判別焊炬橫向位置并實(shí)現(xiàn)跟蹤。
(2)旋轉(zhuǎn)掃描電弧傳感器。在帶有焊絲導(dǎo)向的噴嘴旋轉(zhuǎn)時(shí),旋轉(zhuǎn)速度與焊接電流之間存在一定的關(guān)系。高速旋轉(zhuǎn)電弧傳感器可用于厚板間隙及角接焊縫的跟蹤,在結(jié)構(gòu)上比擺動(dòng)式電弧傳感器復(fù)雜,還需要在焊接工藝、信息處理等方面進(jìn)行深入的研究。
(3)焊炬擺動(dòng)式電弧傳感器。當(dāng)電弧在坡口中擺動(dòng)時(shí),焊絲端部與母材之間距離隨焊炬對中位置而變化,它會(huì)引起焊接電流與電壓的變化。由于受機(jī)械方面限制,擺動(dòng)式電弧傳感器的擺動(dòng)頻率一般較低,限制了在高速和薄板搭接接頭焊接中的應(yīng)用。在弧焊其他參數(shù)相同的條件下,擺動(dòng)頻率越高,擺動(dòng)式電弧傳感器的靈敏度越高。
2.2 電弧傳感器的工作原理
電弧傳感器的基本原理是:利用焊炬與工件之間距離變化引起的焊接參數(shù)變化來探測焊炬高度和左右偏差,在等速送絲調(diào)節(jié)系統(tǒng)中,送絲速度恒定,焊接電源一般采用平或緩降的外特性,在這種情況下,焊接電流將隨著電弧長度的變化而變化。電弧傳感器的工作原理如圖1所示。
L為電源外特性曲線,在穩(wěn)定焊接狀態(tài)時(shí),電弧工作點(diǎn)為A0,弧長L0 ,電流I0 ,當(dāng)焊炬與工件表面距離發(fā)生階躍變化增大時(shí).弧長突然被拉長為L1.此時(shí)干伸長還來不及變化,電弧在新的工作點(diǎn)A1.燃燒,電流突變?yōu)镮1,電流瞬時(shí)變化為△I1反之亦然。從上述分析可以得出,電弧位置的變化將引起電弧長度的變化,焊接電流也相應(yīng)變化,從而可以判斷焊炬與焊縫間的相對位置。
2.3 電弧傳感器的數(shù)學(xué)模型
控制系統(tǒng)包括控制器和對象二大部分,其中被控對象的動(dòng)態(tài)特性是主要的,所以建立被控對象的數(shù)學(xué)模型" title="數(shù)學(xué)模型">數(shù)學(xué)模型是所有工作的第一步,所謂“系統(tǒng)建模”,就是對軟件中過程的抽象描述。
常用的建模方法有:a機(jī)理分析法;b統(tǒng)計(jì)建模法;c神經(jīng)網(wǎng)絡(luò)建模法;d智能建模法。
我們在這要分析的是旋轉(zhuǎn)電弧焊炬長度和焊接電流之間的數(shù)學(xué)模型H(s)—I(s),其中輸入量是弧長,輸出量是實(shí)時(shí)的焊接電流。雖然不同系統(tǒng)中具體的結(jié)果各異,但結(jié)果均為二階的對應(yīng)關(guān)系。根據(jù)文獻(xiàn)有如下結(jié)論:
設(shè)G(s)為焊炬高度H(s)到電流I(s)的傳遞函數(shù),則它在理論上可表示為:

其中Ka,Kn,Kr,Kq為與電源外特性、焊接材料、電弧氣氛有關(guān)的常數(shù),P(s)為電源的動(dòng)態(tài)外特性,當(dāng)電源外特性為一階慣性環(huán)節(jié)P(s)=P0/(TpS+1)時(shí),式(1)可簡化為:

對象的數(shù)學(xué)模型將有助于指導(dǎo)我們以下的工作:可以以模型為對象設(shè)計(jì)和評價(jià)控制器;可以通過對數(shù)學(xué)模型的分析,找出最靈敏的工作頻率,進(jìn)而確定最佳電弧旋轉(zhuǎn)角速度;可以用模型來對所用的控制器進(jìn)行仿真,比較不同結(jié)構(gòu)和參數(shù)控制器的優(yōu)缺點(diǎn),從而設(shè)計(jì)出符合要求的數(shù)字控制器。
設(shè)某個(gè)焊接過程為對象H(s)=(1+3s)/(1+2s)(1+8s),由于所給傳遞函數(shù)代表的對象是線性時(shí)不變的,所以用簡單的比例控制是可行的,只要比例系數(shù)恰當(dāng),跟蹤誤差將會(huì)足夠小;如果加上積分項(xiàng)將可以在較小的比例系數(shù)的情況下得到很好的跟蹤精度;加上微分項(xiàng)可以減小超調(diào)量。
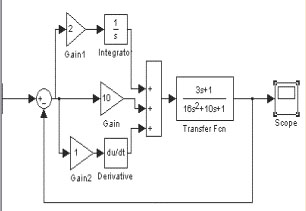
圖2 PID控制器仿真結(jié)構(gòu)圖 在圖的仿真結(jié)構(gòu)圖中,適當(dāng)調(diào)整各系數(shù),就可使系統(tǒng)跟蹤階躍信號的上升時(shí)間、超調(diào)量和穩(wěn)態(tài)精度滿足要求,如圖2圖3所示。
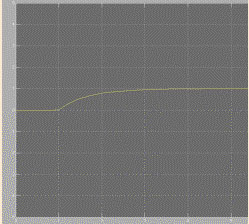
圖3 PID控制器仿真結(jié)果圖
3、電弧傳感焊縫跟蹤技術(shù)
3.1 焊縫跟蹤的實(shí)現(xiàn)
以旋轉(zhuǎn)電弧傳感器為例,旋轉(zhuǎn)電弧傳感器將一周的焊炬運(yùn)動(dòng)離散為64個(gè)點(diǎn),經(jīng)過霍爾傳感器的采集之后送給A/D轉(zhuǎn)換器件以提取各點(diǎn)的電流值。對這些電流值的分析得到當(dāng)前焊槍下的焊道的信息,當(dāng)焊縫的左右偏差和高低變化的數(shù)值計(jì)算出來后,通過固高公司生產(chǎn)的四軸運(yùn)動(dòng)控制器來控制小車車體和十字滑塊的協(xié)調(diào)運(yùn)動(dòng),運(yùn)動(dòng)器的核心是ADSP2181數(shù)字信號處理器,實(shí)現(xiàn)高性能的控制計(jì)算,包括實(shí)時(shí)軌跡規(guī)劃,位置,速度或加速度控制,主機(jī)命令處理和本身I/O管理,實(shí)現(xiàn)焊縫的精確跟蹤。
3.2 控制設(shè)計(jì)
3.2.1控制方法
整個(gè)控制系統(tǒng)采用模糊控制" title="模糊控制">模糊控制、PI控制、bang-bang" title="bang-bang">bang-bang控制相結(jié)合的方法:設(shè)置兩個(gè)不同的閾值,在誤差超過大閾值時(shí)用bang-bang控制;小于大閾值而大于小閾值時(shí)用FUZZY,在誤差接近0時(shí)用PI方法,加入積分以消除最終誤差。
a 模糊控制
當(dāng)大于大閾值值而大于小閾值的時(shí)候,采用模糊控制,取偏差e和偏差的變化ec作為作為模糊控制的輸入量,經(jīng)模糊推理后得到輸出的控制量。根據(jù)模糊控制規(guī)則表,制定出合適的論域,然后我們就可以用重心法解模糊求出控制量U。
b PI控制
當(dāng)系統(tǒng)偏差很小時(shí)采用PI控制,取偏差e作為輸入量,則根據(jù)PI控制算法得到控制量U的計(jì)算公式如下:
U(k)=U(k-1)+Kp*(e(k)-e(k-1))+Ki*e(k) (3)
c bang-bang控制
當(dāng)系統(tǒng)的偏差很大時(shí)采用bang-bang控制,取偏差e和偏差的變化ec作為輸入量,根據(jù)bang-bang控制的算法,我們可以得到控制量U。
3.2.2控制器結(jié)構(gòu)

圖4 控制器結(jié)構(gòu)圖
設(shè)計(jì)了FUZZY、FUZZY-P及FUZZY-PI等多種控制方法在水平直線V字焊縫上進(jìn)行多次實(shí)驗(yàn)。旋轉(zhuǎn)電弧能夠進(jìn)行彎曲焊縫的跟蹤。
4、電弧傳感器技術(shù)的應(yīng)用狀況
電弧傳感器已經(jīng)成為近些年來焊接自動(dòng)跟蹤發(fā)展的熱點(diǎn),同時(shí)隨著計(jì)算機(jī)技術(shù)及模糊數(shù)學(xué)等相關(guān)學(xué)科的發(fā)展,旋轉(zhuǎn)電弧傳感器已經(jīng)步入實(shí)用的階段,如清華大學(xué)研制的旋轉(zhuǎn)電弧傳感器應(yīng)用于東風(fēng)汽車公司的汽車貯氣筒環(huán)縫的自動(dòng)焊中。南昌大學(xué)將高速旋轉(zhuǎn)電弧傳感器安裝在焊接機(jī)器人上實(shí)現(xiàn)了焊縫的自動(dòng)跟蹤。而國外電弧傳感器的應(yīng)用較為成熟和廣泛,如德國CLOOS的ROMAT 76SW型機(jī)器人和日本松下的Pana—Robo型機(jī)器人就安裝了擺動(dòng)式電弧傳感器,韓國的HANGIL Autowelding公司生產(chǎn)的旋轉(zhuǎn)電弧傳感器可用于弧焊機(jī)器人和自動(dòng)焊中。以上說明電弧傳感器是有著廣泛的應(yīng)用前景的。
5、結(jié)束語
隨著電子技術(shù)、智能技術(shù)、網(wǎng)絡(luò)技術(shù)、機(jī)器人技術(shù)等的進(jìn)一步發(fā)展,焊縫跟蹤技術(shù)將要沿著網(wǎng)絡(luò)化、智能化的方向發(fā)展。電弧傳感器術(shù)將在焊縫跟蹤技術(shù)中得到更加廣泛的應(yīng)用。