
張力控制,通俗地講,就是要控制卷取物體時保持物體相互拉長或者繃緊的力。張力應用于最廣泛的造紙、纖維、塑料薄膜、電線、印刷品、磁帶等輕工業(yè)中,帶材或線材的收放卷張力對產(chǎn)品的質量起著至關重要的作用。在收卷和放卷的過程中,為保證生產(chǎn)的質量及效率,保持恒定的張力是很重要的。
1 張力控制系統(tǒng)的簡介及基本原理
在冶金、造紙、紡織等行業(yè)中,在加工過程中或者是加工完成之后,最后的一道工序一般就是將加工物卷繞成筒狀。在這一過程中,卷繞的好壞將是決定產(chǎn)品質量的關鍵,卷的太緊,容易使織物變形,拉斷,卷的太松又容易使卷取不緊湊,不利于搬運和運輸,因而為了達到使卷繞緊湊,保證產(chǎn)品的質量,都要求在卷繞過程中,在織物上建立一定的張力,并保持張力為一恒定值,能夠實現(xiàn)這一功能的系統(tǒng),就叫做張力控制系統(tǒng)。目前應用的張力控制系統(tǒng),根據(jù)其測量控制的原理結構主要有三種:間接法張力控制系統(tǒng);直接法張力控制系統(tǒng);兼有間接法和直接法的復合張力控制系統(tǒng)。
從控制方式上分類,張力控制一般可以分為手動、半自動、全自動三類;卷徑控制方式可自動檢測卷徑從而對張力的執(zhí)行機構進行調整、補償,實現(xiàn)張力的恒定。卷徑控制方式屬于半自動控制方式,其突出特點就是省去了價格相對昂貴的張力傳感器,安裝簡單,而且能很方便的獲得錐度張力控制,特別適用于冶金、印刷、包裝、造紙、印染等行業(yè)的分切及收卷機器設備。圖1為收放卷的原理圖。
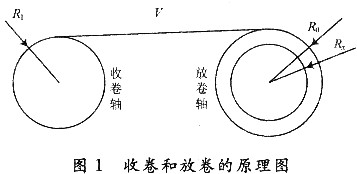
圖1中,R0為放卷軸半徑;Rx為放卷材料半徑;R1為收卷驅動軸半徑;V為卷材運行的線速度。
當卷軸轉速恒定時,張力產(chǎn)生的轉矩F·Rx與磁粉制動器產(chǎn)生的制動力矩相等。因此如維持F恒定不變,則只需檢測放卷軸與驅動主軸的轉動角速度,計算出Rx,通過控制磁粉制動器的制動電流,便可以實現(xiàn)放卷軸的恒張力控制。其中,脈沖信號是通過安裝于旋轉軸上的接近開關或者是旋轉編碼器獲得(本設計采用接近開關),單片機通過計數(shù)這一脈沖信號的頻率就可以準確的計算出需要檢測軸的角速度,由于兩滾動軸上線速度的相等,因此可以求得:

式中:ω1為收卷驅動軸的角速度;ω0為放卷軸的角速度;K為磁粉制動器的特性系數(shù)。
2 接近開關的應用
接近開關屬于一種有開關量輸出的位置傳感器,根據(jù)工作原理的不同分為電容式和電感式。接近開關的基本原理框圖如圖2所示。
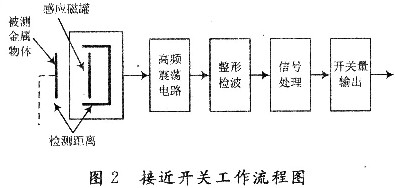
在該設計中,采用電感式接近開關來實現(xiàn)對系統(tǒng)放卷軸和主軸旋轉角速度的精確測量。兩個接近開關對放卷軸和收卷驅動軸角速度的檢測,用于產(chǎn)生脈沖方波信號,經(jīng)過光電隔離開關轉化為單片機可以讀取的電平脈沖信號。
3 張力控制的執(zhí)行部件磁粉制動器
在張力控制系統(tǒng)中,磁粉制動器由于其體積小、重量輕、激磁功率小且具有良好的控制特性,因而得到了廣泛的應用。磁粉制動器轉矩和激勵電流的關系一般都稱作為靜特性。它是磁粉制動器主動端轉速n恒定,從動端制動時,磁粉制動器的激勵電流和輸出轉矩之間的關系。轉矩電流特性曲線如圖3所示。

由圖3可知,磁粉制動器的轉矩曲線可以分為三個部分:非線性段、線性段和飽和段。磁粉制動器具有良好的恒轉矩特性,并且磁粉制動器輸出轉矩與磁粉線圈激勵電流優(yōu)良的線性關系,只要線性調節(jié)激勵電流,便能實現(xiàn)對現(xiàn)場張力的動態(tài)控制,并且磁粉制動器在轉速很低的情況下性能也十分穩(wěn)定。磁粉制動器在卷取張力控制系統(tǒng)的應用,如圖4所示用磁粉制動器控制張力的方案較以往的控制系統(tǒng)具有結構簡單、執(zhí)行單元成本低、容易控制的特點,特別是實際張力的大小通過電流直接調節(jié),改變了其他調節(jié)裝置的手工操作過程,使得操作簡單、準確。增加動態(tài)電流補償環(huán)節(jié)有利于進一步提高產(chǎn)品質量。

4 單片機張力控制系統(tǒng)
4.1 系統(tǒng)功能概述
(1)檢測放卷機的角速度和卷取機的角速度、線速度、半徑4個參數(shù),用數(shù)碼管顯示各參數(shù)檢測結果。
(2)若參數(shù)檢測結果超過上下限,實現(xiàn)報警。
(3)根據(jù)檢測到的各參數(shù),通過設計的控制算法運算后,輸出控制值,作為晶閘管的觸發(fā)脈沖回路的輸入電壓,以控制執(zhí)行元件磁粉制動器的轉矩。
(4)建立實時時鐘,并用數(shù)碼管顯示時鐘。
(5)通過按不同的功能鍵,進行人機對話,實現(xiàn)各種操作的功能。
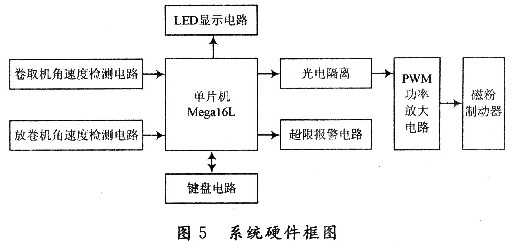
4.2 系統(tǒng)硬件框圖
系統(tǒng)硬件框圖如圖5所示。
4.3 系統(tǒng)軟件設計
系統(tǒng)軟件設計主要包含以下幾個方面:
(1)實現(xiàn)各種初始化,包括AVR芯片的初始化、定時器/計數(shù)器O初始化、時鐘初值輸入以及開中斷、定時器/計數(shù)器啟動等。
(2)實現(xiàn)顯示(按照人機對話功能顯示時鐘或各種不同參數(shù))。
(3)不斷地進行鍵掃描,判斷是否有鍵按下,如無鍵按下,則返回顯示;如有鍵按下,則根據(jù)所按鍵實現(xiàn)相應的人機對話功能。
主程序系統(tǒng)流程圖如圖6所示。

5 結語
本文介紹了張力控制系統(tǒng)的基本概念,實現(xiàn)的基本方式,以及對作為主要執(zhí)行部件的磁粉制動器的基本原理和工作特性進行研究,隨后采取基于半徑檢測的間接張力控制技術,進行了單片機張力自動控制系統(tǒng)的硬件設計和軟件設計。實踐證明,該系統(tǒng)具有良好的抗干擾性能,能夠較好地完成控制效果,運行穩(wěn)定可靠。