背景介紹
近年來(lái),隨著計(jì)算機(jī)網(wǎng)絡(luò)的發(fā)展,企業(yè)資源計(jì)劃(ERP)的應(yīng)用已日漸普及,制造執(zhí)行系統(tǒng)(MES)的研究和應(yīng)用也得到業(yè)界的高度重視。感應(yīng)熱處理機(jī)床是一種清潔熱處理設(shè)備,符合現(xiàn)代化工業(yè)生產(chǎn)的3S標(biāo)準(zhǔn)(Sure—可靠,Safe—安全,Saving—節(jié)約),又可以安裝在生產(chǎn)線上進(jìn)行在線金屬熱處理,在國(guó)內(nèi)外機(jī)械熱處理行業(yè)已廣泛應(yīng)用,我們?cè)谥圃於喙δ芑剞D(zhuǎn)式淬火機(jī)床時(shí),研制了支持現(xiàn)場(chǎng)總線的數(shù)控系統(tǒng)使機(jī)床支持工業(yè)以太網(wǎng),進(jìn)而可以與車(chē)間級(jí)網(wǎng)絡(luò)進(jìn)行信息交換,并進(jìn)行遠(yuǎn)程淬火參數(shù)設(shè)置。
多功能回轉(zhuǎn)式淬火機(jī)床簡(jiǎn)介
感應(yīng)加熱是利用電磁感應(yīng)的方法對(duì)導(dǎo)體材料進(jìn)行加熱。其主要優(yōu)點(diǎn)是:效率高、成本低、節(jié)能、易于實(shí)現(xiàn)自動(dòng)控制。金屬熱處理的感應(yīng)加熱設(shè)備主要包括:加熱電源、感應(yīng)熱處理機(jī)床、感應(yīng)器和淬火變壓器。
多功能回轉(zhuǎn)式淬火機(jī)床實(shí)際上是一條具有完善保護(hù)功能的自動(dòng)加工線,采用回轉(zhuǎn)式結(jié)構(gòu),使上、下料在同一個(gè)工位位置完成,操作方便;該機(jī)床可以同時(shí)加工同一種零件上的三個(gè)不同表面,做到一個(gè)工件在一臺(tái)淬火機(jī)床上一次完成淬火,也可以同時(shí)對(duì)三個(gè)相同或不同的零件進(jìn)行淬火,且每個(gè)加工工位參數(shù)設(shè)置有一定的柔性冗余,可以實(shí)現(xiàn)各種淬火方式,如同時(shí)、連續(xù)、連續(xù)同時(shí)以及多段淬火等,主要應(yīng)用在汽車(chē)、摩托車(chē)制造行業(yè),以滿足其多品種、小零件的淬火處理。
1、一體化設(shè)計(jì)
為了減少占地面積和安裝周期,采用一體化設(shè)計(jì),即將機(jī)床與淬火液循環(huán)系統(tǒng)、冷卻液循環(huán)系統(tǒng)、加熱電源和淬火變壓器集成于一體。
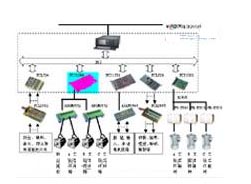
2、生產(chǎn)線化
數(shù)控系統(tǒng)設(shè)計(jì)
多功能回轉(zhuǎn)式感應(yīng)淬火機(jī)床要求:① 三個(gè)加工工位同時(shí)獨(dú)立運(yùn)行(相當(dāng)于三臺(tái)機(jī)床);② 連續(xù)淬火時(shí)速度連續(xù)變化不停頓;③ 具有三個(gè)工位下降不到位和轉(zhuǎn)臺(tái)不到位自糾正功能。常規(guī)的數(shù)控系統(tǒng)無(wú)法滿足這些功能,因此我們自行研制了基于工控PC的數(shù)控系統(tǒng),在 Windows 2000 下利用線程技術(shù)實(shí)現(xiàn)了上述功能。
工控PC主機(jī)是系統(tǒng)的核心,一方面對(duì)機(jī)床各運(yùn)動(dòng)部件進(jìn)行檢測(cè)與控制,另一方面通過(guò)網(wǎng)卡與車(chē)間級(jí)網(wǎng)絡(luò)相連,使系統(tǒng)可以利用遠(yuǎn)程計(jì)算機(jī)輸入淬火參數(shù),也可以顯示機(jī)床工作情況;PCI-1240用于步進(jìn)電機(jī)速度和定位控制,同時(shí)檢測(cè)步進(jìn)電機(jī)各種異常信號(hào);PCI-1751為48路TTL電平并行輸入輸出板,其中32路設(shè)置為輸入,用于操作按鈕輸入,包括啟動(dòng)、暫停、急停按鈕,三個(gè)工位手動(dòng)加熱、噴液、旋轉(zhuǎn)、切換,轉(zhuǎn)臺(tái)快速正反轉(zhuǎn)、慢速正反轉(zhuǎn),三個(gè)工位工件快速上升下降、慢速上升下降等;16路設(shè)置為輸出,用于轉(zhuǎn)臺(tái)及三個(gè)工位步進(jìn)電機(jī)使能控制。PCL-724為T(mén)TL電平輸入板,用于對(duì)到位、缺料、缺水、頂尖異常等信號(hào)進(jìn)行檢測(cè),由于板上無(wú)電平轉(zhuǎn)換和信號(hào)隔離功能,而接近開(kāi)關(guān)電平為24V,所以使用PCLD-785作為輸入電平轉(zhuǎn)換和信號(hào)隔離電路;PCLD-885為16路高功率繼電器輸出板,具有極強(qiáng)的輸出驅(qū)動(dòng)能力,觸點(diǎn)容量為交流220V5A;PCL720為64路開(kāi)關(guān)量輸入輸出板,在這里主要與PCLD-885一起,控制各工位切換、加熱、噴液、吹堵、回火。
抗干擾設(shè)計(jì)
由于淬火機(jī)床是特殊的機(jī)床設(shè)備,淬火機(jī)床采用的高頻或中頻電源由于采用調(diào)制波輸出,其對(duì)電網(wǎng)和其它設(shè)備的輻射干擾特別嚴(yán)重,為此控制系統(tǒng)采用如下抗干擾措施。
軟件設(shè)計(jì)
系統(tǒng)軟件設(shè)計(jì)主要考慮軟件的通用性、可靠性和易用性。為此著重考慮以下幾個(gè)問(wèn)題:①三個(gè)工位獨(dú)自使用加熱電源以及三個(gè)工位共享加熱電源時(shí)切換功能;②三個(gè)工位同時(shí)獨(dú)立運(yùn)行軟件設(shè)計(jì),并具有同時(shí)、連續(xù)掃描、分段同時(shí)、分段連續(xù)掃描等多種淬火功能;③應(yīng)可以存儲(chǔ)百個(gè)以上的工件淬火程序,工件管理、查詢方便;④參數(shù)輸入方便,無(wú)需編程,不懂計(jì)算機(jī)的人可以完成工件參數(shù)的輸入;⑤在線幫助功能,隨時(shí)操作提示;⑥故障自診斷、故障報(bào)警提示功能。
圖6給出了系統(tǒng)軟件設(shè)計(jì)總體框圖,計(jì)算機(jī)上電后直接運(yùn)行淬火程序,“系統(tǒng)初始化”包括各板卡初始化、調(diào)用上次運(yùn)行的工件的運(yùn)行參數(shù)等,并判別操作面板【自動(dòng)/手動(dòng)】按鈕位置,自動(dòng)切換到相應(yīng)主畫(huà)面。
進(jìn)入主程序后,系統(tǒng)定時(shí)檢查操作面板【自動(dòng)/手動(dòng)】、【啟動(dòng)】、【急停】等按鈕狀態(tài),并觸發(fā)相應(yīng)事件;自動(dòng)狀態(tài)下系統(tǒng)主要完成工件管理、淬火參數(shù)設(shè)置、轉(zhuǎn)臺(tái)參數(shù)設(shè)置、步進(jìn)電機(jī)加速度設(shè)置以及自動(dòng)淬火功能;手動(dòng)方式下,系統(tǒng)主要完成各工位手動(dòng)操作、轉(zhuǎn)臺(tái)手動(dòng)操作、ABC三工位及轉(zhuǎn)臺(tái)零位設(shè)置、自動(dòng)回零位功能和手動(dòng)參數(shù)設(shè)置。工件選擇在工件管理畫(huà)面中完成,選定工件以后,系統(tǒng)首先檢查各工位參數(shù)文件是否存在,若不存在,自動(dòng)創(chuàng)建各工位參數(shù)文件名,并設(shè)置禁止運(yùn)行標(biāo)志同時(shí)給出提示。各工位淬火參數(shù)設(shè)置完后,系統(tǒng)自動(dòng)取消禁止運(yùn)行標(biāo)志。總體框圖中沒(méi)有畫(huà)出程序退出部分,軟件退出包括兩種退出方式,一種是返回WINDOWS2000桌面,一種是直接退出操作系統(tǒng)即關(guān)機(jī)。
線程技術(shù)
由于三個(gè)工位同時(shí)運(yùn)行,系統(tǒng)設(shè)置4個(gè)線程,三個(gè)線程用于A、B、C三個(gè)工位淬火,一個(gè)線程用于各工位運(yùn)行狀態(tài)指示,轉(zhuǎn)臺(tái)分度由主程序完成;在淬火過(guò)程中,出現(xiàn)異常情況,系統(tǒng)立即退出淬火程序,并進(jìn)行報(bào)警,某個(gè)工位出現(xiàn)異常,不影響其它工位運(yùn)行;若出現(xiàn)工位下降不到位或轉(zhuǎn)盤(pán)分度不到位的情況,系統(tǒng)自動(dòng)找位。
遠(yuǎn)程參數(shù)修改
考慮到成本的問(wèn)題,程序沒(méi)有采用C/S結(jié)構(gòu),也不支持遠(yuǎn)程O(píng)DBC,為了支持遠(yuǎn)程修改淬火參數(shù),可以在遠(yuǎn)端計(jì)算機(jī)上安裝本軟件,對(duì)參數(shù)文件修改后將參數(shù)文件復(fù)制到機(jī)床控制計(jì)算機(jī),而后在機(jī)床控制計(jì)算機(jī)上退出應(yīng)用程序并重新運(yùn)行。
結(jié)論
小型感應(yīng)熱處理中心是綜合了國(guó)際上感應(yīng)熱處理機(jī)床的緊湊化、柔性化、多軸化、生產(chǎn)線化、計(jì)算機(jī)化等方面的一些要點(diǎn)研制的九工位感應(yīng)熱處理中心,在國(guó)內(nèi)已在洛陽(yáng)北方易初摩托車(chē)有限公司、錢(qián)江集團(tuán)發(fā)動(dòng)機(jī)事業(yè)部熱處理廠等數(shù)個(gè)廠家應(yīng)用于摩托車(chē)曲柄的淬火與回火,2000年9月獲科技部科技中小企業(yè)技術(shù)創(chuàng)新基金,立項(xiàng)代號(hào):00C26224100631,于2001年9月通過(guò)了河南省科委主持的技術(shù)鑒定,經(jīng)專(zhuān)家測(cè)試,機(jī)床升降重復(fù)定位精度≤±0.03mm,分度定位精度≤±0.02°,工件移動(dòng)速度1~300mm/s。與某廠進(jìn)口的類(lèi)似機(jī)床(一臺(tái)電源帶三臺(tái)淬火機(jī)床)相比,小型感應(yīng)熱處理加工中心在功能、價(jià)格、結(jié)構(gòu)、占地面積、工人勞動(dòng)強(qiáng)度、加工效率等方面明顯優(yōu)于進(jìn)口同類(lèi)機(jī)床,在故障診斷與保護(hù)方面與進(jìn)口同類(lèi)機(jī)床相當(dāng)。該機(jī)床樣機(jī)在2001年10月份北京國(guó)際熱處理展覽會(huì)上展出,得到了業(yè)內(nèi)人士的一致好評(píng)。
