
摘要:結(jié)合自動(dòng)裝配教學(xué)生產(chǎn)線中備料機(jī)械手的動(dòng)作控制要求,實(shí)現(xiàn)了基于AT89C52單片機(jī)的備料機(jī)械手控制。先進(jìn)行了主控芯片和并行接口8255的地址定義,然后進(jìn)行輸入/輸出接口電路及電機(jī)控制電路等系統(tǒng)設(shè)計(jì),并給出了軟件的設(shè)計(jì)思路和流程圖。系統(tǒng)采用串行通信方式,利用手動(dòng)和自動(dòng)選擇,可分別實(shí)現(xiàn)下位機(jī)和上位機(jī)控制。該系統(tǒng)展現(xiàn)了單片機(jī)在工業(yè)控制系統(tǒng)中的綜合應(yīng)用,成為機(jī)械手的控制、機(jī)電一體化和電氣自動(dòng)化專業(yè)學(xué)生的綜合實(shí)驗(yàn)實(shí)訓(xùn)的又一平臺(tái)。
關(guān)鍵詞:機(jī)械手;控制要求;AT89C52控制系統(tǒng);I/O接口;電機(jī)控制
0 引言
為滿足機(jī)電一體化專業(yè)的實(shí)驗(yàn)實(shí)訓(xùn)需要,我校2003年購置了機(jī)電一體化自動(dòng)裝配教學(xué)系統(tǒng)。該系統(tǒng)是一套完整、靈活、模塊化、易擴(kuò)展的教學(xué)實(shí)訓(xùn)系統(tǒng),包含多種機(jī)械、氣壓傳動(dòng)方式,模擬現(xiàn)代化裝配過程的柔性生產(chǎn)系統(tǒng)。該系統(tǒng)主要采用PLC控制,展現(xiàn)了實(shí)際生產(chǎn)中的傳感器檢測、電氣控制、組態(tài)控制、工業(yè)總線控制等技術(shù)應(yīng)用。學(xué)生可以借助該系統(tǒng),學(xué)習(xí)理解機(jī)械傳動(dòng)、液壓與氣動(dòng)、電氣傳動(dòng)與PLC控制、工業(yè)現(xiàn)場總線、傳感器及多種技術(shù)的綜合應(yīng)用。但隨著技術(shù)的發(fā)展,基于單片機(jī)的控制系統(tǒng)也日益成為工業(yè)現(xiàn)場控制的又一主要形式,因此,在原機(jī)械手結(jié)構(gòu)、氣動(dòng)系統(tǒng)、傳感器和電機(jī)控制電路的基礎(chǔ)上,設(shè)計(jì)另外的單片機(jī)控制系統(tǒng),實(shí)現(xiàn)對(duì)機(jī)械手的控制,以此促進(jìn)學(xué)生對(duì)單片機(jī)在工業(yè)生產(chǎn)上的應(yīng)用的感性認(rèn)識(shí)、培養(yǎng)其單片機(jī)系統(tǒng)的設(shè)計(jì)、綜合分析與故障診斷與排除的能力就日顯迫切。
目前市售的單片機(jī)產(chǎn)品繁多,功能各異,而AT89C52為較為常見的、性價(jià)比較高的一款單片機(jī),并可實(shí)現(xiàn)在線燒結(jié)編程,使用方便。為不失一般性,機(jī)械手的單片機(jī)控制系統(tǒng)即以該芯片為控制核心,進(jìn)行了接口擴(kuò)展,軟件設(shè)計(jì),并設(shè)計(jì)了相應(yīng)的接口電路及外部電路。
1 備料機(jī)械手單元
機(jī)電一體化自動(dòng)裝配教學(xué)生產(chǎn)線模擬了一個(gè)工件在工業(yè)裝配線的運(yùn)行過程,分為備料、加蓋、模擬噴漆、烘干和通風(fēng)、集中檢測、分揀、升降電梯、多層貨架等8個(gè)模塊,其中備料、加蓋和分檢單元采用機(jī)械手實(shí)現(xiàn)動(dòng)作要求。整個(gè)生產(chǎn)線的控制由各單元控制模塊和一個(gè)總
控平臺(tái)構(gòu)成,可分別實(shí)現(xiàn)手動(dòng)和自動(dòng)運(yùn)行,自動(dòng)時(shí)用Profibus總線連接總控和各分站的通信,實(shí)現(xiàn)自動(dòng)裝配。
備料機(jī)械手單元的作用是將放在工件平臺(tái)上的工件主體搬運(yùn)到下料單元的料斗中。
運(yùn)動(dòng)方式包括:機(jī)械手臂的上、下(用上、下動(dòng)作的雙作用氣缸);工件的吸放(氣缸桿頂端裝有電磁鐵);機(jī)械手回轉(zhuǎn)90°(直流電機(jī)經(jīng)減速機(jī)構(gòu)內(nèi)齒輪傳動(dòng)機(jī)構(gòu)帶動(dòng)機(jī)械手回轉(zhuǎn));機(jī)械手臂的抬起和降落(直流電機(jī)經(jīng)減速機(jī)構(gòu)后驅(qū)動(dòng)齒條和齒輪機(jī)構(gòu)經(jīng)杠桿機(jī)構(gòu)抬起工件);工件的前進(jìn)和后退(右移和左移也是直流電機(jī)經(jīng)減速機(jī)構(gòu)后驅(qū)動(dòng)齒輪齒條使整個(gè)機(jī)械手移動(dòng)),該單元使用PLC驅(qū)動(dòng)6個(gè)繼電器(實(shí)現(xiàn)3個(gè)直流電機(jī)的正、反轉(zhuǎn)控制),驅(qū)動(dòng)電磁閥控制雙作用氣缸和直流電磁鐵實(shí)現(xiàn)上述運(yùn)動(dòng)的控制,位置的檢測以微動(dòng)開關(guān)、舌簧繼電器、光電檢測開關(guān)實(shí)現(xiàn)。該單元的控制臺(tái)可以進(jìn)行手動(dòng)、自動(dòng)、急停等功能控制。
該機(jī)械化手相當(dāng)于具有5自由度的機(jī)械手,通過調(diào)整限位開關(guān)或傳感器的位置,實(shí)現(xiàn)機(jī)械手的位置控制。
1.1 備料機(jī)械手的動(dòng)作控制要求
(1)置工件與工件檢測平臺(tái)后,備料檢測傳感器檢測到工件,在手動(dòng)情況下,按下啟動(dòng)按鈕,備料機(jī)械手開始準(zhǔn)備工作,延時(shí)1 s后,止動(dòng)氣缸下移,同時(shí)直流電磁吸鐵得電。
(2)止動(dòng)氣缸下移到位后,氣缸上的磁感應(yīng)傳感器得到信號(hào),直流電磁吸鐵將工件吸起來,止動(dòng)氣缸上移到位(復(fù)位),氣缸上的另一磁感應(yīng)傳感器得到信號(hào),進(jìn)行下一步工作。
(3)止動(dòng)氣缸復(fù)位后,正行電機(jī)正轉(zhuǎn),使備料機(jī)械手轉(zhuǎn)向底盤傳送帶方向,正轉(zhuǎn)到位信號(hào)由轉(zhuǎn)盤的檔塊碰撞微動(dòng)開關(guān)發(fā)出,并將信號(hào)傳送到PLC。
(4)正行電機(jī)正轉(zhuǎn)到位后,上行電機(jī)得電,機(jī)械手提升工件向上移動(dòng),當(dāng)杠桿機(jī)構(gòu)的撞塊碰到上行到位微動(dòng)開關(guān)時(shí),上行完畢。
(5)上行到位后,PLC控制右行電機(jī),使機(jī)械手向右移動(dòng),由機(jī)械手撞塊碰撞底盤傳送帶內(nèi)外側(cè)的右行到位微動(dòng)開關(guān),右行結(jié)束,這時(shí)機(jī)械手的電磁鐵已經(jīng)將工件搬運(yùn)到下一工作站料斗的上方。
(6)止動(dòng)氣缸再次下移,將工件準(zhǔn)確放到料斗內(nèi)側(cè)的齒形槽內(nèi),直流電磁斷電。
(7)止動(dòng)氣缸復(fù)位,機(jī)械手左行,下降、回轉(zhuǎn)到位,最后止動(dòng)氣缸上限位,回轉(zhuǎn)復(fù)位、左行復(fù)位,這就是備料機(jī)械手的初始位置。
(8)備料機(jī)械手因?yàn)槟撤N原因,急停后上電啟動(dòng)后應(yīng)回到初始位置。
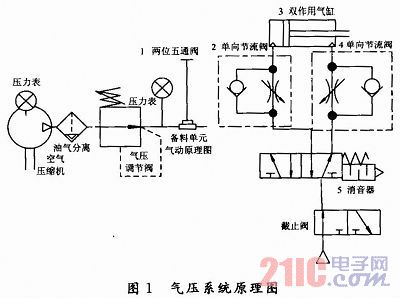
1.2 氣動(dòng)系統(tǒng)
圖1是教學(xué)生產(chǎn)線氣壓系統(tǒng)和備料單元?dú)鈮褐吩韴D。空氣壓縮機(jī)將大氣壓縮后,通過油氣分離凈化干燥后,通過氣壓調(diào)節(jié)閥調(diào)整到0.4~0.6 MPa的壓力,通過干路氣管通到各個(gè)支路。備料機(jī)械手單元來自干路氣壓通過分支頭后,經(jīng)過手動(dòng)截止閥控制,再通過兩位五通電磁閥控制,YA1不通電左位時(shí),經(jīng)過單向節(jié)流閥調(diào)節(jié)氣流控制流量,使氣缸復(fù)位,止動(dòng)氣缸下降時(shí),YA1得電,電磁閥右位通(如圖示位置),通過單向節(jié)流閥4推動(dòng)氣缸下降。回氣回路加有消音器以防止閥的回氣引起的噪聲。
2 AT89C52控制系統(tǒng)設(shè)計(jì)
2.1 接口與內(nèi)存地址的映像關(guān)系
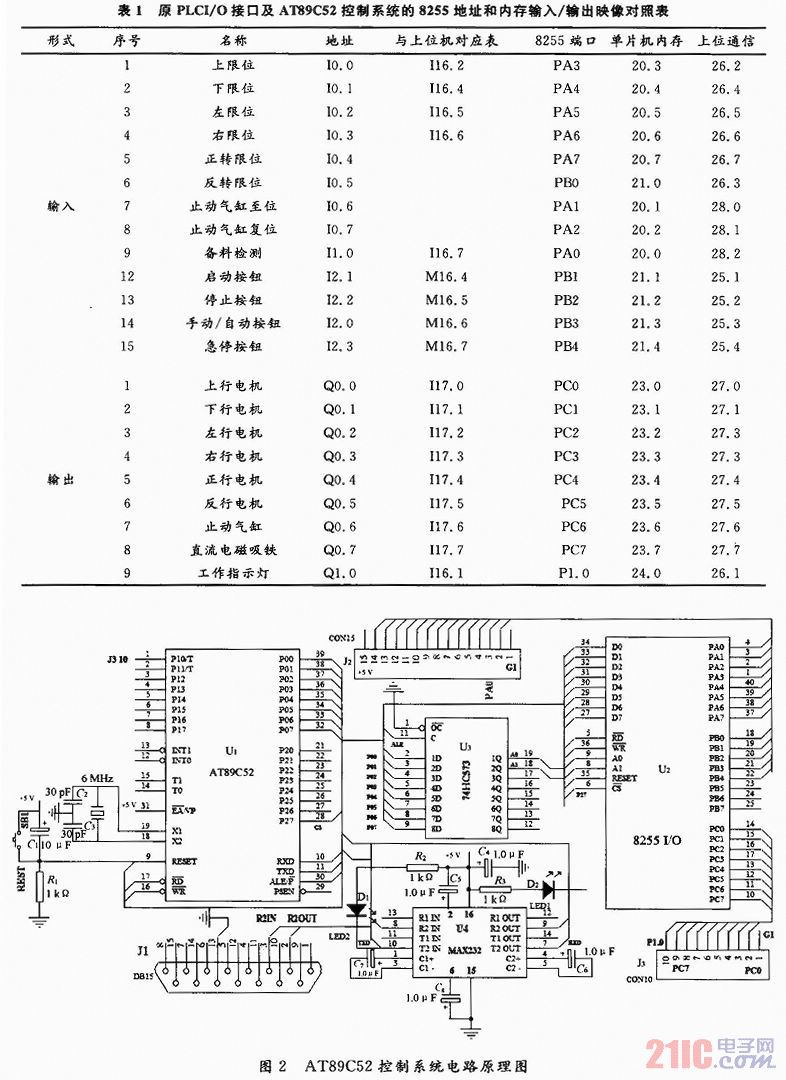
備料單元PLC-I/O接口與AT89C52控制系統(tǒng)的并行8255地址及內(nèi)存輸入/輸出映像關(guān)系見表1。
2.2 AT89C52控制系統(tǒng)電路設(shè)計(jì)
從I/O接口表可知,該備料機(jī)械手的輸入有15點(diǎn),輸出有9點(diǎn),所以系統(tǒng)要擴(kuò)展1片8255,并定義PA口,PB口為輸入,PC口為輸出,利用P1.0作為輸出接口作為輸出指示燈。考慮到上位機(jī)的控制需要,設(shè)計(jì)了由MAX 232組成的串行通信電路,AT89C52內(nèi)部有8 KB的ROM,地址范圍由0000H~1FFFH,可以滿足控制的需要,故外部不再擴(kuò)充存儲(chǔ)器。電路如圖2所示。設(shè)計(jì)8255的/CS、P2.7端為邏輯零,其他未用到的地址線為邏輯1,則8255的PA口地址為7FFC,8255的PB口地址為7FFD,8255的PC口地址為7FFE,8255的控制寄存器地址為7FFF。
2.3 系統(tǒng)I/O接口電路設(shè)計(jì)
原系統(tǒng)由PLC作為控制器,故其信號(hào)均為24 V直流電壓信號(hào)。為適應(yīng)單片機(jī)控制系統(tǒng)的需要,需將機(jī)械手側(cè)的24 V信號(hào)轉(zhuǎn)換為單片機(jī)能夠接受的TTL電平,同時(shí)能夠消除傳感器、開關(guān)的突動(dòng)干擾的影響。所以設(shè)置光電隔離器件實(shí)現(xiàn)電平轉(zhuǎn)換和消除干擾。光電隔離器件采用TLP521-4,輸入由LED指示電路反映輸入的實(shí)際情況,以檢測輸入故障。輸入接口電路如圖3所示。
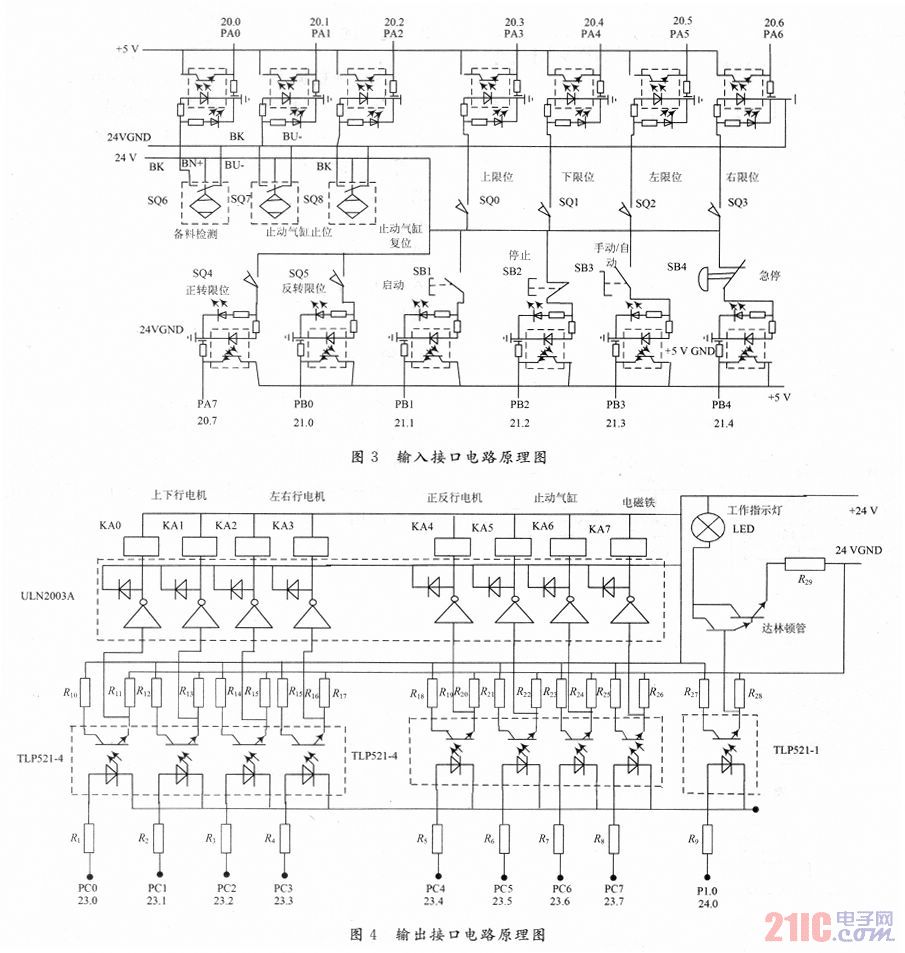
輸出接口電路的作用主要是進(jìn)行功率驅(qū)動(dòng)和消除干擾和電平轉(zhuǎn)換,電路如圖4所示,由TLP521-4進(jìn)行光電隔離,將計(jì)算機(jī)與機(jī)械手電路側(cè)隔離,經(jīng)功率驅(qū)動(dòng)集成電路ULN2003A和達(dá)林頓晶體管驅(qū)動(dòng)后,分別驅(qū)動(dòng)繼電器或指示燈,實(shí)現(xiàn)機(jī)械手的動(dòng)作控制。
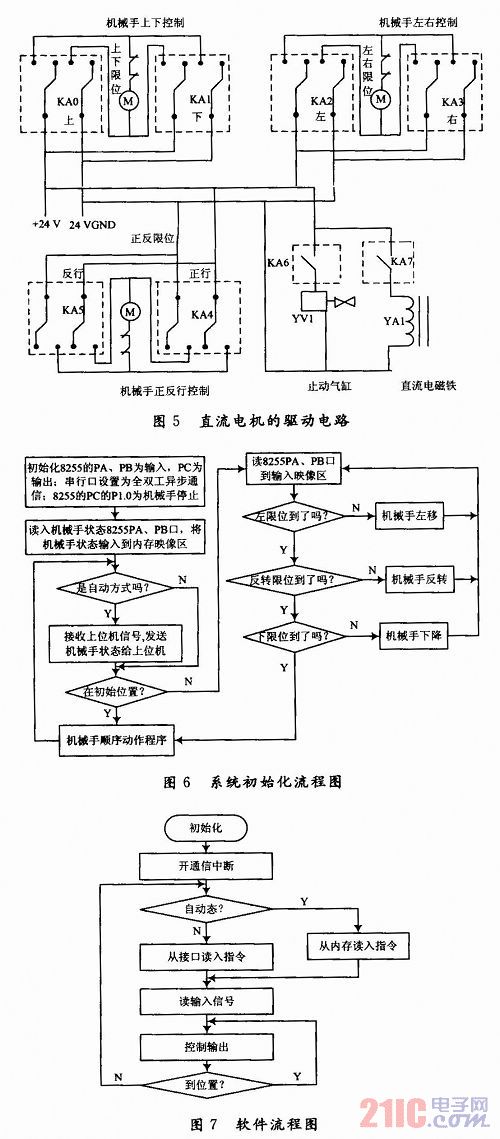
2.4 直流電機(jī)驅(qū)動(dòng)電路設(shè)計(jì)
直流電機(jī)的工作電流比較大,輸出接口電路不能直接驅(qū)動(dòng),需要用繼電器進(jìn)行功率放大,即先驅(qū)動(dòng)繼電器線圈,再由繼電器觸點(diǎn)來實(shí)現(xiàn)電機(jī)的24 V供電。對(duì)于永磁式直流電機(jī),可利用改變電樞繞組的電流方向?qū)崿F(xiàn)電機(jī)的正、反轉(zhuǎn)和停的控制,如機(jī)械手上升,KA0通電、KA1斷電,這時(shí)24 V通過KA0常開(閉合)通過上下限位開關(guān)到電機(jī)電樞繞組,從另一對(duì)常開回到24 V地。機(jī)械手下降時(shí)KA0斷電,KA1通電,其過程類似于機(jī)械手上升,直流電機(jī)驅(qū)動(dòng)電路見圖5所示。電樞回路串聯(lián)了兩個(gè)方向的超程限位開關(guān),當(dāng)由于軟件或其他故障引起限位開關(guān)動(dòng)作,將切斷電樞回路電源,電機(jī)停止,實(shí)現(xiàn)了電氣保護(hù)。
2.5 軟件設(shè)計(jì)
利用串行通信,將目前機(jī)械手狀態(tài)(單片機(jī)內(nèi)存26H,27H,28H的內(nèi)容)發(fā)送到上位機(jī),并將上位機(jī)的命令接受后,存儲(chǔ)到25H單元。
初始化串行通信異步、雙工,8255初始化PA,PB和P1.0為0,機(jī)械手處于停止?fàn)顟B(tài)。
機(jī)械手的工作方式分為手動(dòng)或自動(dòng)狀態(tài)。手動(dòng)由本工作站的控制按鈕控制,自動(dòng)采用串行通信接收上位機(jī)命令,并控制本位的機(jī)械手動(dòng)作。若起動(dòng)后機(jī)械手沒有在初始位置,則機(jī)械手應(yīng)先回到初始位置,系統(tǒng)初始化見圖6所示。隨后,系統(tǒng)接受指令,按照指令要求運(yùn)行,程序流程見圖7所示。
因?yàn)槌绦蛞煌5恼{(diào)用輸入和輸出程序,故將8255的輸入采樣和輸出編寫專門的子程序:
8255INPUT:MOV DPTR#7FFCH;
MOVX A,@DPTR;
MOV 20H,A
INC DPTR
MOVX A,@DPTR;
MOV 21H,A
RET
8255OUT: MOV DPTR#7FFEH
MOV A,23H
MOVX@DPTR,A
MOOV P1.0,24.0
RET
驅(qū)動(dòng)機(jī)械手動(dòng)作的電機(jī)正轉(zhuǎn)和反轉(zhuǎn)進(jìn)行了互鎖設(shè)計(jì),以免短路電源。順序動(dòng)作程序略。
3 調(diào)試
為保證機(jī)械手的安全運(yùn)行,調(diào)試時(shí)用開關(guān)模擬機(jī)械手的狀態(tài)信號(hào),按機(jī)械手的動(dòng)作控制模擬輸入,觀察輸入接口板的狀態(tài)指示和輸出接口板的繼電器動(dòng)作情況,待控制功能與機(jī)械手的控制要求吻合時(shí),再連接機(jī)械手的實(shí)際輸入和輸出信號(hào)。配備開關(guān)型穩(wěn)壓電源輸出24 V/20 A,5 V/2 A。急停信號(hào)要對(duì)電源進(jìn)行控制。設(shè)計(jì)一個(gè)專門的轉(zhuǎn)接板,將機(jī)械手和本位操作臺(tái)上的輸入和輸出信號(hào)分離,然后輸入/輸出到輸入接口和輸出接口板上,以便于切換PLC和單片機(jī)的控制。
4 結(jié)論
通過實(shí)驗(yàn)檢驗(yàn),單片機(jī)控制系統(tǒng)運(yùn)行可靠,實(shí)現(xiàn)了雙向通信功能,為利用上位機(jī)的組態(tài)控制,實(shí)現(xiàn)現(xiàn)場再現(xiàn)等提供了極大方便。該系統(tǒng)體現(xiàn)了單片機(jī)在工業(yè)生產(chǎn)方面的控制能力,展現(xiàn)了單片機(jī)在工業(yè)控制系統(tǒng)中的綜合應(yīng)用,為開展機(jī)械手的控制實(shí)驗(yàn)、機(jī)電一體化和電氣自動(dòng)化專業(yè)學(xué)生的綜合實(shí)驗(yàn)實(shí)訓(xùn)又建立了一個(gè)新平臺(tái)。