
摘要:本文介紹了氣動(dòng)控制元件在條并卷聯(lián)合機(jī)上的設(shè)計(jì)應(yīng)用,探討了氣動(dòng)控制元件在HXFA368型條并卷聯(lián)合機(jī)應(yīng)用過程中所解決的主要問題。
1.引言:
隨著科技的飛速發(fā)展,紡織機(jī)械設(shè)備制造業(yè)也迎來了革命性的發(fā)展,當(dāng)前紡機(jī)設(shè)備的發(fā)展特點(diǎn)主要體現(xiàn)在:觸摸式人機(jī)界面(HMI),可編程邏輯控制器(PLC)以及各種氣動(dòng)控制元件的廣泛應(yīng)用;目前不斷提高紡機(jī)設(shè)備的自動(dòng)化程度以減輕操作者的勞動(dòng)強(qiáng)度和提高紡織廠的生產(chǎn)效率成為紡織機(jī)械生產(chǎn)廠家的一個(gè)重要的研發(fā)設(shè)計(jì)宗旨。而自動(dòng)化動(dòng)作的實(shí)現(xiàn)則普遍需要通過用PLC來控制電磁閥以及氣缸等執(zhí)行部件來實(shí)現(xiàn)。條并卷聯(lián)合機(jī)是前紡中精梳準(zhǔn)備工藝中生產(chǎn)效率最高的一種設(shè)備,HXFA368型條并卷聯(lián)合機(jī)的自動(dòng)化動(dòng)作的實(shí)現(xiàn)需要通過壓縮空氣驅(qū)動(dòng)氣缸來實(shí)現(xiàn),而壓縮空氣則是由PLC控制電磁閥來實(shí)現(xiàn)控制的。HXFA368型條并卷聯(lián)合機(jī)采用了亞德客的電磁閥和氣缸等氣動(dòng)元件來實(shí)現(xiàn)自動(dòng)動(dòng)作的執(zhí)行。
2.應(yīng)用設(shè)計(jì)
2.1 HXFA368型條并卷聯(lián)合機(jī)的氣動(dòng)控制系統(tǒng)概述
一個(gè)典型的氣動(dòng)系統(tǒng)是由方向控制閥、氣動(dòng)執(zhí)行元件、各種氣動(dòng)輔助元件及氣源凈化元件所組成。 HXFA368型條并卷聯(lián)合機(jī)選用亞德客的電磁閥、氣缸、壓力表以及管接頭做為標(biāo)準(zhǔn)配置,主氣源進(jìn)氣處先通過三連件后再進(jìn)入主氣路,各個(gè)電磁閥用來作為相應(yīng)動(dòng)作單元上壓縮空氣通斷的控制,電磁閥則由PLC控制器來實(shí)現(xiàn)邏輯上的控制,氣缸的選用根據(jù)具體機(jī)械動(dòng)作的實(shí)現(xiàn)來確定,氣缸運(yùn)動(dòng)的速度根據(jù)相應(yīng)的節(jié)流閥來進(jìn)行調(diào)節(jié)
2.2HXFA368型條并卷聯(lián)合機(jī)的動(dòng)作流程概述
HXFA368型條并卷聯(lián)合機(jī)的部分動(dòng)作流程圖:
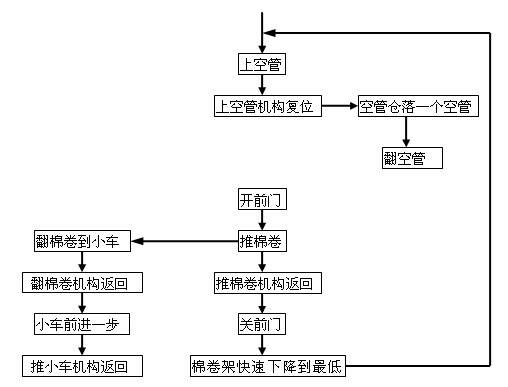
HXFA368型條并卷聯(lián)合機(jī)部分動(dòng)作流程圖
HXFA368型條并卷聯(lián)合機(jī)在當(dāng)設(shè)定的棉網(wǎng)長(zhǎng)度到時(shí)主電機(jī)轉(zhuǎn)為低速,電磁離合器分、扯斷棉網(wǎng),主電機(jī)停,此時(shí)棉架快速上升,上升到位時(shí)打開夾盤,棉架暫停在最高位,開前門,前門打開后推棉卷,棉卷推出后推卷機(jī)構(gòu)返回,推卷機(jī)構(gòu)返回后關(guān)閉前門,前門關(guān)閉后棉卷架快速下降到最低位,然后再進(jìn)入上空管的步驟;棉卷推出后執(zhí)行翻棉卷到小車的動(dòng)作,翻棉卷機(jī)構(gòu)返回后小車前進(jìn)一步,推小車機(jī)構(gòu)返回。
HXFA368型條并卷聯(lián)合機(jī)各種動(dòng)作的實(shí)現(xiàn)均是通過氣動(dòng)執(zhí)行元件來實(shí)現(xiàn)的,在氣動(dòng)控制系統(tǒng)中將壓縮空氣的壓力能轉(zhuǎn)換為機(jī)械能,驅(qū)動(dòng)機(jī)構(gòu)作直線往復(fù)運(yùn)動(dòng)、擺動(dòng)和旋轉(zhuǎn)運(yùn)動(dòng)的元件,稱為氣動(dòng)執(zhí)行元件。在條并卷聯(lián)合機(jī)中是采用電磁閥來控制氣缸來執(zhí)行動(dòng)作的,而電磁閥的動(dòng)作則由PLC來控制,在本設(shè)備的控制系統(tǒng)中采用了中達(dá)電通有限公司的DVP60ES型PLC來控制整個(gè)系統(tǒng)工作;電磁閥及氣缸則均選用亞德客有限公司的產(chǎn)品。
2.3 HXFA368型條并卷聯(lián)合機(jī)的自動(dòng)動(dòng)作的實(shí)現(xiàn)
HXFA368型條并卷聯(lián)合機(jī)具有機(jī)電一體化程度較高的特點(diǎn),其主動(dòng)力由11KW的變頻電機(jī)通過變頻來實(shí)現(xiàn)變頻調(diào)速控制,各個(gè)分步動(dòng)作的實(shí)現(xiàn)主要由電磁閥控制壓縮空氣驅(qū)動(dòng)氣缸來實(shí)現(xiàn)動(dòng)作控制,上下空管、翻棉卷、棉卷支架上升下降、推棉卷、小車前進(jìn)、前防護(hù)門開合、空管倉(cāng)落空管以及送空管機(jī)構(gòu)上升下降等動(dòng)作都對(duì)應(yīng)著相應(yīng)的電磁閥和氣缸,而整個(gè)動(dòng)作的協(xié)調(diào)運(yùn)作則有PLC控制器來實(shí)現(xiàn)控制功能,在此只做一個(gè)簡(jiǎn)單的概述。
2.4控制電磁閥的PLC程序設(shè)計(jì)概述
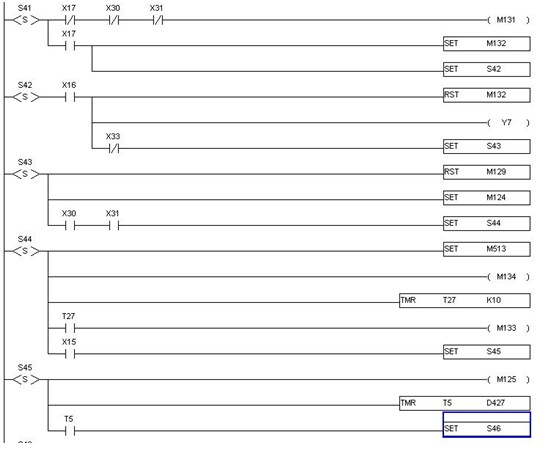
HXFA368型條并卷聯(lián)合機(jī)上的各種自動(dòng)動(dòng)作的實(shí)現(xiàn)是通過用PLC控制電磁閥來實(shí)現(xiàn)的,下面是一段對(duì)部分動(dòng)作進(jìn)行控制的步進(jìn)程序。
在程序中:
S41是“送空管上升”過程的控制,X17 是送空管機(jī)構(gòu)上升限位位置檢測(cè)點(diǎn),X30是棉卷夾盤左合到位檢測(cè)點(diǎn),X31是棉卷夾盤右合到位檢測(cè)點(diǎn),M131繼電器是實(shí)現(xiàn)對(duì)送空管機(jī)構(gòu)上升動(dòng)作的過程控制,程序中第一行的指令是在S41步進(jìn)程序步的控制中當(dāng)送空管機(jī)構(gòu)沒有上升到上升限位點(diǎn)而且左右夾盤均沒有處于閉合狀態(tài)的條件下執(zhí)行送空管機(jī)構(gòu)上升的動(dòng)作。程序中第二行的M132繼電器實(shí)現(xiàn)對(duì)送空管機(jī)構(gòu)下降的控制,第二行的指令是在S41步進(jìn)程序步的控制中當(dāng)送空管機(jī)構(gòu)已上升到上升限位點(diǎn)時(shí)實(shí)現(xiàn)對(duì)送空管機(jī)構(gòu)下降的控制。第三行程序的指令是當(dāng)送空管機(jī)構(gòu)已上升到上升限位點(diǎn)時(shí)程序進(jìn)入S42步進(jìn)程序段即夾盤上升1mm步進(jìn)段。
S42是“夾盤上升1mm”過程的控制,X16是送空管機(jī)構(gòu)下降限位位置檢測(cè)點(diǎn),第四行程序?qū)崿F(xiàn)的指令是當(dāng)送空管機(jī)構(gòu)復(fù)位時(shí)將送空管機(jī)構(gòu)下降的動(dòng)作復(fù)位;第五行程序?qū)崿F(xiàn)的指令是通過Y7來控制相應(yīng)的電磁閥以便實(shí)現(xiàn)棉卷夾盤上升1mm的控制;第六行中的X33是棉卷支架上升1mm和下降限位的檢測(cè)點(diǎn),第六行實(shí)現(xiàn)的指令是棉卷夾盤上升1mm后進(jìn)入S43步進(jìn)程序段。
S43是“上升1mm后夾空管”過程的控制,第七行中的M129繼電器實(shí)現(xiàn)松開棉卷夾盤的控制功能,第七行實(shí)現(xiàn)的指令是對(duì)松開棉卷夾盤動(dòng)作進(jìn)行復(fù)位。第八行中的M124繼電器實(shí)現(xiàn)的是閉合棉卷夾盤的控制功能,本行的指令實(shí)現(xiàn)的是實(shí)現(xiàn)控制閉合棉卷夾盤的命令;第九行實(shí)現(xiàn)的指令是當(dāng)左右棉卷夾盤閉合時(shí)進(jìn)入 S44步進(jìn)程序段。
S44是“棉卷支架上升、落空管”過程的控制,在第十行的程序中M513繼電器實(shí)現(xiàn)的是運(yùn)行狀態(tài)下棉卷支架保持的的控制功能;第十一行中的M134繼電器實(shí)現(xiàn)的是空管倉(cāng)落空管命令;第十三行執(zhí)行的是延時(shí)2秒后翻空管命令。第十四行中X25是彈簧板處空管檢測(cè)點(diǎn),本行指令執(zhí)行的命令是彈簧板處有空管時(shí)進(jìn)入 S45程序步進(jìn)段。
S45是“換卷后啟動(dòng)”過程的控制,第十五行執(zhí)行的是啟動(dòng)低速運(yùn)行控制指令。
PLC通過對(duì)各個(gè)自動(dòng)動(dòng)作的限位點(diǎn)的檢測(cè)來實(shí)現(xiàn)對(duì)各個(gè)汽缸動(dòng)作執(zhí)行的協(xié)調(diào),氣缸是通過電磁閥控制的壓縮空氣來驅(qū)動(dòng)的,具體動(dòng)作執(zhí)行的是否到位是通過傳感器的檢測(cè)來確定的。汽缸的運(yùn)行速度則是通過調(diào)節(jié)節(jié)流閥來實(shí)現(xiàn)調(diào)節(jié)的。
2.4控制電磁閥的人機(jī)界面程序設(shè)計(jì)概述
在HXFA368型條并卷聯(lián)合機(jī)上為了便捷的實(shí)現(xiàn)對(duì)各種自動(dòng)動(dòng)作的分立調(diào)試在此應(yīng)用了臺(tái)達(dá)DOP-AE10THTD型人機(jī)界面。通過人機(jī)界面可以方便的實(shí)現(xiàn)操作人員對(duì)各個(gè)電磁閥的實(shí)時(shí)控制,大大的方便了對(duì)各個(gè)自動(dòng)動(dòng)作的調(diào)試。
2.4.1 HXFA368型條并卷聯(lián)合機(jī)上通過人機(jī)界面控制和調(diào)試電磁閥執(zhí)行動(dòng)作的界面設(shè)計(jì)。
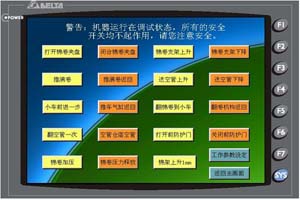
在此界面中通過對(duì)打開棉卷夾盤,推棉卷,翻空管一次等觸摸鍵的操作可以實(shí)現(xiàn)對(duì)相應(yīng)電磁閥的控制,電磁閥通過對(duì)壓縮空氣的控制來實(shí)現(xiàn)壓縮空氣對(duì)氣缸活塞的驅(qū)動(dòng)進(jìn)而實(shí)現(xiàn)相應(yīng)的汽缸動(dòng)作。在設(shè)備的調(diào)試過程中調(diào)試人員先通過調(diào)試設(shè)定界面中的觸摸鍵來控制單步動(dòng)作的執(zhí)行,然后根據(jù)實(shí)際操作的需要來調(diào)整節(jié)流閥,以此實(shí)現(xiàn)對(duì)氣缸運(yùn)行速度的調(diào)節(jié)。
3.HXFA368型條并卷聯(lián)合機(jī)氣動(dòng)控制系統(tǒng)中常見故障及解決方法
3.1電磁閥故障
電磁閥做為一種執(zhí)行元件受控于PLC控制器,由于棉紡織設(shè)備長(zhǎng)時(shí)間處于24小時(shí)運(yùn)作狀態(tài)電磁閥長(zhǎng)期動(dòng)作易造成電磁閥吸合不到位或者徹底損壞兩種情況,電磁閥吸合不到位在HXFA368型條并卷聯(lián)合機(jī)上體現(xiàn)出來的狀態(tài)是間歇性動(dòng)作故障,進(jìn)而引起設(shè)備間歇性故障停車,在此種狀況下當(dāng)對(duì)單個(gè)電磁閥進(jìn)行檢測(cè)時(shí)又不好判斷出閥體塤壞,需要根據(jù)具體情況進(jìn)行綜合判斷;在電磁閥徹底塤壞的情況下體現(xiàn)出來的故障情況是某個(gè)動(dòng)作不執(zhí)行,在此情況下可以根據(jù)實(shí)際情況更換相應(yīng)的電磁閥來解決問題。
3.2傳感器故障
在設(shè)備自動(dòng)動(dòng)作執(zhí)行的過程中需要用傳感器對(duì)氣缸動(dòng)作的執(zhí)行進(jìn)行限位檢測(cè)以便PLC對(duì)設(shè)備的自動(dòng)動(dòng)作進(jìn)行邏輯上的協(xié)調(diào)控制,檢測(cè)傳感器的選用一般有磁感應(yīng)傳感器和接近開關(guān)兩種類型,檢測(cè)傳感器一旦損壞就會(huì)導(dǎo)致自動(dòng)動(dòng)作停留在某個(gè)動(dòng)作位停止而不繼續(xù)往下執(zhí)行下一步動(dòng)作。遇到這種故障情況時(shí)就應(yīng)當(dāng)根據(jù)自動(dòng)動(dòng)作執(zhí)行的情況來查找個(gè)并更換相應(yīng)受損的傳感器。
3.3氣缸故障
作為一種重要的執(zhí)行部件氣缸通常會(huì)因?yàn)殚L(zhǎng)時(shí)間的運(yùn)作而導(dǎo)致氣缸內(nèi)部的活塞出現(xiàn)漏氣現(xiàn)象,這種故障情況下氣缸所表現(xiàn)出的現(xiàn)象是在壓縮空氣送入氣缸后氣缸不動(dòng)作或者動(dòng)作力度及行程達(dá)不到相應(yīng)的要求,遇到這種情況時(shí)就應(yīng)當(dāng)對(duì)損壞的氣缸進(jìn)行維修或者更換氣缸。
4結(jié)論語
HXFA368 型條并卷聯(lián)合機(jī)是一種自動(dòng)化程度比較高的棉紡織設(shè)備,該設(shè)備是為棉紡織企業(yè)前紡工段中的精梳工序做準(zhǔn)備的一種高效能棉紡設(shè)備,該型紡機(jī)設(shè)備經(jīng)過多年來的改進(jìn)提升總體性能和效率已經(jīng)完全可以替代國(guó)外同類紡機(jī)設(shè)備如瑞士立達(dá)公司生產(chǎn)的E32型和E35型條并卷聯(lián)合機(jī),而其價(jià)位卻僅為后者的三分之一左右,為國(guó)家節(jié)約了大量外匯。目前HXFA368型條并卷聯(lián)合機(jī)已經(jīng)廣泛的應(yīng)用在山東、河北、河南、陜西、甘肅以及湖南等多數(shù)棉紡織企業(yè),其優(yōu)良的性能已經(jīng)得到了棉紡織企業(yè)用戶的一致好評(píng)。
參考文獻(xiàn):
[1]. 潭浩強(qiáng). C程序設(shè)計(jì)(第二版). 北京:清華大學(xué)出版社,1999.12。
[2]. 王兆義. 小型可編程控制器實(shí)用技術(shù). 北京:機(jī)械工業(yè)出版社,1997.7。
[3]. 胡壽松. 自動(dòng)控制原理. 北京:科學(xué)出版社,2001.2。
[4]. 周金冠. 精梳機(jī)研發(fā)創(chuàng)新與生產(chǎn)工藝設(shè)計(jì). 北京:中國(guó)紡織出版社,2010.6。
[5]. DVP-PLC應(yīng)用技術(shù)手冊(cè). 中達(dá)電通股份有限公司。
[6]. 殷洪義. 可編程序控制器選擇設(shè)計(jì)與維護(hù). 北京:機(jī)械工業(yè)出版社,2002.11。