
凹版印刷是最常見圖文印刷方法之一,它不但印刷速度快,版筒耐印率高,特別適合大批量印刷,而且印刷品墨色厚實、層次豐富、立體感強,可獲得濃淡有致、色彩鮮麗的圖文信息變化。其產(chǎn)品品類十分廣泛:有用紙張印刷的書刊、 報、雜志等出版物以及鈔票、證卷、郵票等;有用厚卡紙印刷的紙器、包裝盒;有用塑料薄膜印刷的食品、醫(yī)藥等軟包裝袋及墻壁貼紙等等。因此,它在圖文出版和包裝印刷領(lǐng)域內(nèi)一直占據(jù)著非常重要的地位。
目前,計算機技術(shù)和光纖傳感及其他現(xiàn)代科學(xué)技術(shù)在凹印機上已得到廣泛應(yīng)用,使凹印機的智能化自動控制更加完善,印刷速度和印刷精度愈來愈高,簡易凹印機印刷速度一般為20~50m/min,套準(zhǔn)精度±0.4~0.5mm,中、高檔電腦套色凹印機印刷速度已達250~300m/min,套準(zhǔn)精度為±0.1mm。隨著知識經(jīng)濟時代的到來,新技術(shù)的突飛猛進和產(chǎn)業(yè)化,必將對我國印刷工業(yè)和設(shè)備器材工業(yè)帶來革命性的變革。
一、 張力控制的重要意義和作用
凹印機的張力控制可以說是整機的核心。只要張力控制穩(wěn)定,張力變化小,凹印機的套準(zhǔn)精度和廢品率就很容易控制。張力的波動和變化對套準(zhǔn)精度影響很大,尤其是設(shè)備的印刷速度越高,張力控制就顯得越重要。因此,要想確保凹印機生產(chǎn)的印刷品品質(zhì)、效率及可靠性,必須配備功能完善的張力控制系統(tǒng)。
在印刷過程中使凹印機張力產(chǎn)生波動和變化的因素比較復(fù)雜,如果不及時準(zhǔn)確地進行有效控制,諸因素的綜合影響將形成整機各部位的張力出現(xiàn)一種無規(guī)律的變化模式。現(xiàn)將其主要影響因素簡扼分析如下:
1.料卷在收、放卷過程中,收卷和放卷的直徑是不斷變化的,直徑的變化必然會引起料帶張力的變化。放卷在制動力矩不變的情況下,直徑減小,張力將隨之增大;而收卷則相反,如果收卷力矩不變時,隨著直徑增大,張力將減小。而且料卷越重,速度變化越快,料帶張力的變化也就越大。這是凹印機的固有特性所決定的。也是引起料帶張力變化的主要因素之一。
2.凹印機各主要構(gòu)件的制造精度和裝配精度產(chǎn)生超差,往往也是引起張力波動的重要因素。如底座組裝的平面度和直線度,墻板與底座的垂直度以及各版輥的水平度和它們相互之間的平行度等等。各版輥與眾多的導(dǎo)向輥不但嚴(yán)格要求相互之間平行,在其轉(zhuǎn)動時它們的園跳動量偏差和質(zhì)量動、靜平衡偏差也應(yīng)保證在規(guī)定值的范圍內(nèi)。否則它們各自每轉(zhuǎn)動一周,料帶上的張力就會隨之發(fā)生相應(yīng)微小變化,最終綜合反映到整機上,將導(dǎo)致張力產(chǎn)生無規(guī)律變化。另外,凹印機的主傳動系統(tǒng)應(yīng)做到無間隙、精密傳動,確保各印刷單元同步運轉(zhuǎn)。如果印刷過程中引起傳動同步誤差,也勢必使各單元的張力產(chǎn)生變化。因此,可以說歸根到底機器本身的精度標(biāo)準(zhǔn)是張力實施有效控制的基本保證。精度等級較高,質(zhì)量優(yōu)良、張力控制很容易穩(wěn)定;反之,精度等級太差,粗制濫造,既使配備最先進的張力控制系統(tǒng),恐怕也會事與愿違,難于獲得令人滿意的張力穩(wěn)定效果。
3.凹印機在不停機自動裁接工序過程中,接料和斷料都會使整機原已穩(wěn)定的張力產(chǎn)生突然的干擾變化。機器運行速度愈高,擾動就愈大。設(shè)備配置的張力控制系統(tǒng)應(yīng)能夠迅速地根據(jù)料帶張力擾動情況自動地隨機進行調(diào)整,使張力及時地恢復(fù)到原來的穩(wěn)定狀態(tài)。
4.料帶內(nèi)在材質(zhì)的不均勻性(如彈性模量的波動,厚度沿長、寬方向變化,料卷質(zhì)量偏心等)以及生產(chǎn)環(huán)境的溫度、濕度變化,都會對整機的張力波動帶來微妙的影響。
二、 張力控制系統(tǒng)的分類原則
近幾年來,國產(chǎn)的全自動電腦套色凹印機發(fā)展十分迅速,高精度、可重復(fù)的張力控制技術(shù)已得到廣泛的應(yīng)用。雖然凹印機所配備的張力控制系統(tǒng)各有所長,型式多樣,但歸納起來,
三、張力控制器和張力檢測裝置
目前,國內(nèi)市場上可供選擇的張力控制器基本上分手動控制、半自動控制及全自動控制三大類。手動張力控制器是一種比較簡易的張力控制器,往往使用在低速凹印機上。它是根據(jù)放卷或收卷卷徑的變化,由操作者分階段調(diào)整制動器或離合器的激磁電流,從而獲得一致的張力。半自動張力控制器又稱開環(huán)式張力控制器。它是靠安裝在收卷或放卷軸上的門信號發(fā)生器發(fā)出的信號,計算出料卷的直徑、相應(yīng)卷徑的變化輸出控制信號,從而調(diào)整料帶的張力。全自動張力控制器是由張力傳感器(即張力檢測器)直接測定料帶的實際張力值,然后把張力數(shù)據(jù)變成張力信號傳回張力控制器,此信號與控制器預(yù)先設(shè)定的張力值相比較,計算出控制信號,從而自動調(diào)整離合器或制動器的激磁電流來控制料帶上的張力,使實際張力值與預(yù)設(shè)張力值相等。它具有高精度、高重復(fù)性的特點,是一種較為先進的張力控制器。所以,國產(chǎn)的6色以上電腦套色凹印機大多選用此種張力控制器。如日本三菱電機株式會社(MITSUBISHI)的LE-40MTA(B)全自動張力控制器,美國蒙特福(MONTALVO)公司的X-3000、S-3000全自動張力控制器以及歐洲瑞士的MCS-2000CTDA全自動張力控制等等。
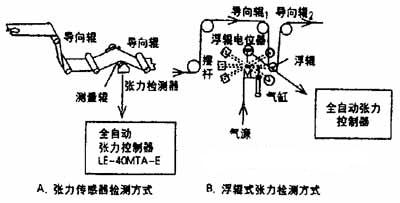
張力檢測裝置基本上有三種:一是用張力傳感器(即張力檢測器)對張力進行檢測,通常兩個張力傳感器配對使用,將它們裝在檢測輥的兩端(如圖1A所示),料帶通過檢測輥施加負載,使張力傳感器敏感元件產(chǎn)生位移或變形,從而檢測出實際張力值,并將此實際張力信號送到全自動張力控制器,最終實現(xiàn)張力閉環(huán)控制。目前,張力傳感器有板簧式微位移張力檢測器(日本三菱LX-TD型),應(yīng)變電阻片張力檢測器(美國蒙特福T系列)和壓磁式張力檢測器(中國ABB枕式系列)等等。其優(yōu)點是檢測范圍寬,響應(yīng)速度快、線性好。
二是采用浮輥式張力檢測裝置(如圖1B所示),當(dāng)張力穩(wěn)定時,料帶上的張力與氣缸作用力保持平衡,使浮輥處在中央位置。當(dāng)張力發(fā)生變化時,張力與氣缸作用力的平衡被破壞,浮輥位置會上升或者下降,此時擺桿將繞M點轉(zhuǎn)動并帶動浮輥電位器一起旋轉(zhuǎn)。這樣,浮輥電位器準(zhǔn)確地檢測出浮輥位置的變化,它將此位置信號反饋給張力控制器,控制器經(jīng)過計算并輸出控制信號,控制磁粉制動器或離合器,以調(diào)節(jié)浮輥位置,使其始終處于中央位置。

圖1 張力檢測方式示意圖
浮輥控制的特點是:它具有良好的慣性補償作用,可以吸收或緩沖張力跳變對系統(tǒng)的影響,同時也能減弱由于導(dǎo)輥的園跳動偏差、速度變化或其他影響張力穩(wěn)定輸出的因素而造成的張力不穩(wěn)。
三是采用浮輥/反饋復(fù)合式張力檢測裝置,它可同時檢測由浮輥電位器輸出的浮輥位置信號和由張力檢測器輸出的張力信號,從而可向系統(tǒng)提供更高精度的張力控制。其特點是:它不但具有浮輥控制對大范圍張力跳變的吸收或緩沖功能,而且還具有張力檢測器閉環(huán)控制高精度、高重復(fù)性的特點。例如美國蒙特福公司的 X/D-3000型浮輥/反饋復(fù)合式張力控制裝置就屬于該種類型。
四、張力控制系統(tǒng)的配置型式
凹印機張力控制系統(tǒng)的配置型式大致有三種。
第一種是二段閉環(huán)式張力控制系統(tǒng),它由放卷部張力控制和收卷部張力控制兩部分組成(如圖2所示),其基本元件主要包括全自動張力控制器、張力檢測器、磁粉制動器、磁粉離合器及交流電機等。在放卷部,張力控制器和張力檢測器安裝在進料立架上。由于料帶進入印刷裝置的拉力系由印刷版輥產(chǎn)生,因而在放卷裝料軸上設(shè)置了制動器。如果張力一旦發(fā)生變化,張力檢測器就會把張力信號送給控制器,從而自動調(diào)整制動器的激磁電流來控制料帶的張力。這樣,就保證了進料料帶的張力恒定,且大小適當(dāng)。在收卷部,收卷裝料軸上安裝了磁粉離合器和交流電機,全自動張力控制器和張力檢測器均設(shè)置在出料立架上。交流電機在卷取過程中,如果張力產(chǎn)生波動,張力檢測器把檢測到張力數(shù)據(jù)變成張力信號傳回控制器,控制磁粉離合器的激磁電流,改變離合器的轉(zhuǎn)差轉(zhuǎn)矩,使出料料帶上的張力保持穩(wěn)定。該種型形式往往又稱為放卷或收卷一級張力控制,可以說它是凹印機張力控制的一種基本型式。它已不能適應(yīng)7色以上的中、高檔電腦套色凹印機所提出的高精度和可重復(fù)的張力控制要求
第二種是三段閉環(huán)式張力控制系統(tǒng),它就是以上述基本型式為基礎(chǔ),在放卷張力控制之后,再增加一級進料張力控制,或者在收卷張力控制之前,另配置一級出料張力控制。不過新增的該段張力控制必須設(shè)置主動牽引輥和磁粉離合器。換句話說,所謂三段閉環(huán)式張力控制實質(zhì)上就是放卷為二級張力控制、收卷為一級張力控制。反之,放卷為一級張力控制,收卷則為二級張力控制。該種配置型式進一步提高了設(shè)備的張力控制精度和可靠性,并能有效地減弱其他各種偶然因素給張力帶來的不利影響。
第三種是四段閉環(huán)式張力控制系統(tǒng),不言而喻,它是在上述基本型式的基礎(chǔ)上,將進料張力控制和出料張力控制同時配置到系統(tǒng)中,使放卷和收卷均為二級張力控制。例如:放卷張力采用日本三菱LE-40MTA-E全自動恒張力放料;進料張力采用浮輥式交流伺服牽引自動恒張力控制;出料張力采用主傳動軸輸入牽引,日本三菱LE-40MTA-E全自動恒張力控制;收卷采用直流電機卷取,日本三菱LE-40MTA-E全自動恒張力控制。目前,四段閉環(huán)式張力控制已被國產(chǎn)高檔凹印機廣泛采用,它不但控制精度高、穩(wěn)定性好,而且也是功能最完善的一種恒張力控制系統(tǒng)。
另外,在我國制造和銷售的中、高檔印刷機張力控制系統(tǒng)中,由于更高的印刷速度及生產(chǎn)工藝對張力控制提出了更高的要求,使得磁粉離合器已不能勝任該類系統(tǒng)的執(zhí)行單元。因此在現(xiàn)代凹印機、高速分切機、高速涂布復(fù)合機中已被交、直流伺服電機執(zhí)行單元所取代,實現(xiàn)了更加先進的張力伺服控制。
總之,用戶在使用過程中,應(yīng)根據(jù)凹印機的使用要求及用途配置相應(yīng)的張力控制系統(tǒng),使印品質(zhì)量達到客戶的要求。