如今全球能源緊缺,如何保護(hù)資源和減少能源消耗成為科研和工業(yè)界的當(dāng)務(wù)之急,尤其
是耗能大戶冶金鋼鐵、石油化工、傳統(tǒng)制造等領(lǐng)域。因此,對(duì)工業(yè)電機(jī)、風(fēng)機(jī)、泵、壓縮機(jī)等負(fù)載使用變頻器改造成為了一種行之有效的節(jié)能方式。本文主要介紹高性能大功率變頻器在熱軋領(lǐng)域的應(yīng)用,并提出幾點(diǎn)思考。
研究對(duì)象工藝說(shuō)明
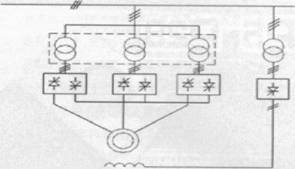
圖1交交變頻調(diào)速驅(qū)動(dòng)交流同步電動(dòng)機(jī)單線圖
(1)熱軋領(lǐng)域:本文主要是介紹黑色冶金行業(yè)(鋼鐵行業(yè))熱軋帶鋼領(lǐng)域,包括常規(guī)熱連軋、短流程CSP、爐卷軋機(jī)、中厚板軋機(jī)等使用的高性能大容量變頻裝置。但是由于常規(guī)帶鋼熱連軋技術(shù)和產(chǎn)品要求最嚴(yán)格,因此本文重點(diǎn)闡述帶鋼產(chǎn)品寬度在1000mm及以上,厚度在1.2mm—21mm的熱連軋生產(chǎn)線。
(2)主機(jī):在帶鋼熱連軋生產(chǎn)線中,一般其粗軋機(jī)和精軋機(jī)(連軋機(jī))定義為主軋機(jī)(或主機(jī)),其對(duì)應(yīng)的變頻調(diào)速裝置稱(chēng)為主傳動(dòng)裝置。
(3)大容量:指電機(jī)的額定功率在2500kW以上,或變頻裝置的額定容量在6MVA以上(無(wú)統(tǒng)一說(shuō)法)。
(4)高性能:一般上述設(shè)備因其容量大且是產(chǎn)品生產(chǎn)(含產(chǎn)量和質(zhì)量)的核心裝備,其裝置控制性能要求非常高;響應(yīng)速度快;靜態(tài)速度控制精度高(小于萬(wàn)分之一);電機(jī)輸出轉(zhuǎn)矩脈動(dòng)小;動(dòng)態(tài)速降小(小于0.3%S);裝置效率高(大于97%)。
電機(jī):一般而言,現(xiàn)在的主機(jī)用的電機(jī)均采用交流同步電動(dòng)機(jī),電機(jī)容量如下:粗軋機(jī)電機(jī)額定功率:2500kW—9000kW, 精軋機(jī)電機(jī)額定功率:6000kW—11000kW:
裝置:2008年以后,幾家大容量高性能的變頻調(diào)速裝置制造商一般采用交直交電壓型變頻裝置,其裝置的額定輸出容量根據(jù)電機(jī)額定功率以及過(guò)載倍數(shù)的不同而不同,但是裝置基本上分檔制成標(biāo)準(zhǔn)的主回路組件,其對(duì)應(yīng)的額定大容量有4種:6MVA、8MVA、10MVA、12MVA。
據(jù)不完全統(tǒng)計(jì),中國(guó)從1957年引進(jìn)前蘇聯(lián)的鞍鋼2800/1700mm板帶連軋機(jī)到今天準(zhǔn)備籌建的寶鋼湛江工程,其引進(jìn)和自主設(shè)計(jì)的寬薄熱連軋機(jī)(寬度大于1000mm)不少于60條生產(chǎn)線,其中寶鋼8條(2050、1 580、1 780(上)、1 422、1 880、1 780(梅));鞍鋼4條
(2800/1700、1 780、21 50、1 700(鞍凌));武鋼3條(不含柳鋼等,1700、2250、1580)
全國(guó)僅帶鋼寬度在2000mm熱連軋機(jī)生產(chǎn)線就有1 0條:寶鋼2050,武鋼、太鋼、馬鋼、邯鋼、漣鋼的2250,以及本鋼的2300,首鋼21 60,日鋼和鞍鋼的2150等。此外還有CSP、中厚板軋機(jī)等各類(lèi)熱軋生產(chǎn)線。
裝置技術(shù)與產(chǎn)品發(fā)展歷程
我們主要從電機(jī)、功率器件、變頻方式、控制技術(shù)等方面來(lái)了解這些裝置的技術(shù)與發(fā)展歷程。
電機(jī):已經(jīng)從直流電機(jī)發(fā)展到同步電動(dòng)機(jī);
功率器件:已經(jīng)從可控硅發(fā)展到門(mén)控晶閘管( GTO),再發(fā)展到IGCT( H-IGBT)和IEGT;
變頻方式:已經(jīng)從交交變頻發(fā)展到如今的交直交電壓型變頻;
控制技術(shù):從矢量控制發(fā)展到直接轉(zhuǎn)矩控制。
目前正在使用的主傳動(dòng)變頻裝置的代表產(chǎn)品與制造商:
(1) 交交變頻的應(yīng)用配置(寶鋼分公司)(1 6套)(元器件均為SCR)(交交變頻調(diào)速驅(qū)動(dòng)交流同步電動(dòng)機(jī)單線圖見(jiàn)圖1);
(2) 交直交三電平PWM變頻的應(yīng)用配置(寶鋼分公司)(46套)。
3.典型產(chǎn)品/技術(shù)介紹
現(xiàn)以寶鋼1 880熱軋和日本TMEIC產(chǎn)品TM-70為例作介紹。
主電機(jī)有粗軋機(jī)R1上下輥、R2上下輥(同步電機(jī))、精軋機(jī)Fl-F7(同步電機(jī))、飛剪CS(異步機(jī)),板坯大側(cè)壓裝置SP(異步機(jī))共1 1臺(tái)。
電機(jī)額定功率具體如下:
R1:2500kW×2;
R2:9000kW×20
F1 - F5:10000kW×5;
F6 - F7: 9000kW×20
SP:3300kW×1;
CS:2500kW×1。
上述主傳動(dòng)裝置均采用日本TMEIC的TM-70的8MVA的驅(qū)動(dòng)裝置,其整流器和逆變器都是用IEGT作為其功率元件的交直交電壓型3電平PWM全數(shù)字矢
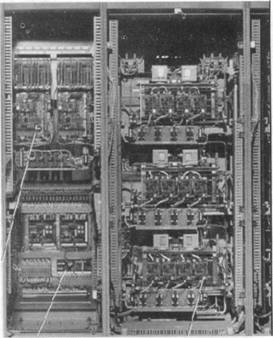
圖2 IEGT變頻器機(jī)柜
量控制傳動(dòng)系統(tǒng)。這種控制方式真正實(shí)現(xiàn)了正弦波輸出,減少了高次諧波和力矩紋波,不需要采用SVG濾波裝置;同時(shí)高電壓輸出減少了電纜和導(dǎo)線的成本。
R2上下輥和精軋機(jī)F1-F7由于其電機(jī)額定容量在9000kW到10000kW之間,故一套裝置不夠用,必須同時(shí)使用兩套IEGT裝置,容量在8MVA的TM-70裝置才行。
而R1上下輥、GS、SSP由于其電機(jī)容量在2500kW到3300kW之間,故只需要一套IEGT裝置,容量在8MVA的TM-70裝置即可。
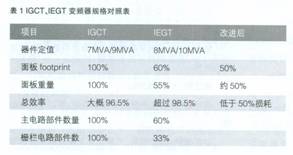
IGCT、IEGT變頻器(實(shí)物圖見(jiàn)圖2、3)規(guī)格對(duì)照表見(jiàn)表1。
如今,IEGT三電平整流器逆變器應(yīng)用更廣泛,其主要性能為:
高效率:大于98.5%;
高可靠性:因?yàn)椴皇褂秒娊怆娙萜鳎圆灰壮龉收希?br />
容易維護(hù):拆卸容易,無(wú)需專(zhuān)業(yè)工具就能快速拆卸

圖3單組變頻器
功率IEGT Stack;
對(duì)電網(wǎng)影響小。
4.幾點(diǎn)思考
4.1雙系統(tǒng)并聯(lián)驅(qū)動(dòng)
冶金行業(yè)(特別是寬帶鋼的熱連軋生產(chǎn)線軋)在高速軋制高強(qiáng)度薄帶鋼時(shí),需要電機(jī)額定功率在
10000kW以上,對(duì)于特大牽引交通負(fù)載,其驅(qū)動(dòng)電機(jī)將會(huì)更大。在現(xiàn)有的大容量功率器件下,一個(gè)功率回路( bank)無(wú)法滿足上述負(fù)載的需要。因此存在兩個(gè)并聯(lián)甚至三個(gè)或四個(gè)回路并聯(lián)情況。如何解決這一問(wèn)題,有兩種典型方法:多繞組電機(jī)法和驅(qū)動(dòng)回路并聯(lián)法。
采用多繞組電機(jī)法以日本東芝三菱公司TM-70為典型,采用驅(qū)動(dòng)回路并聯(lián)法以日本原三菱電機(jī)產(chǎn)品MELVEC-3000系列及東芝4并系統(tǒng)最為典型。表1IGCT、IEGT變頻器規(guī)格對(duì)照表
4.2同步電機(jī)勵(lì)磁系統(tǒng)
日本三菱電機(jī)的MELVEC3000系統(tǒng)和德國(guó)西門(mén)子SM-150、日本TMEIC的TM-70產(chǎn)品在給同步電機(jī)供電時(shí),其同步機(jī)勵(lì)磁驅(qū)動(dòng)裝置一般都采用可控硅全波整流。
這幾家采用的勵(lì)磁主回路拓?fù)浣Y(jié)構(gòu)差不多,但為防止勵(lì)磁回路能量釋放引起的過(guò)電壓,各方設(shè)計(jì)的過(guò)電壓保護(hù)回路差別較大。
日本TMEIC公司的TM-70設(shè)計(jì)配套的勵(lì)磁保護(hù)過(guò)電壓回路非常復(fù)雜,因其硬件設(shè)計(jì)欠周到和其控制PLC軟件編程錯(cuò)誤,導(dǎo)致多次燒壞二極管和電阻。而日本三菱電機(jī)設(shè)計(jì)的非常簡(jiǎn)單且使用實(shí)效性好,系統(tǒng)運(yùn)行近16年,從未出現(xiàn)過(guò)故障。
4.3軋機(jī)機(jī)電共振控制功能
由于軋機(jī)的速度不是很高( 20rpm—6580rpm),因此其對(duì)應(yīng)的變頻裝置控制頻率也不會(huì)太高。根據(jù)N=60×f/P,考慮電機(jī)制作難易程度以及電機(jī)的工作效率、成本,其電機(jī)極對(duì)數(shù)在4—8之間。故控制速度的逆變器輸出頻率在2.6—44Hz之間。由于機(jī)械自身固有頻率也比較低,當(dāng)軋制高強(qiáng)鋼時(shí),系統(tǒng)通過(guò)軋制的板坯讓系統(tǒng)產(chǎn)生共振,輕者引起系統(tǒng)跳電,無(wú)法軋鋼,重者會(huì)損壞設(shè)備。寶鋼1 880熱軋的粗軋機(jī)R1就是典型的例子。盡管TM - 70具有抑制系統(tǒng)扭振功能SFC.但是由于多方面原因,即使通過(guò)日方專(zhuān)家多次調(diào)試和系統(tǒng)優(yōu)化,并使用了SFC功能,其效果還是不
能滿足現(xiàn)場(chǎng)實(shí)際的需要。容易出現(xiàn)共振的軋機(jī)有:R1軋機(jī)、F3和F4軋機(jī)。
4.4其他
采用何種高性能大功率變頻器還要考慮采購(gòu)成本、配件成本、維護(hù)維修成本,在技術(shù)方面要考量功率器件和裝置制造技術(shù)、裝配技術(shù)、調(diào)試技術(shù)、維修技術(shù)等綜合因素。
