
手持式捆扎機(jī)觀被越來(lái)越多的行業(yè)廣泛使用在產(chǎn)品包裝工序上,冶金行業(yè)就是其中之一。目前,在鋼廠、冶煉廠等企業(yè),利用手持式捆扎機(jī)對(duì)各種規(guī)格的金屬材料如管材、棒材、板材、卷材和有色金屬坯錠等進(jìn)行包裝。張緊輪是手持式捆扎機(jī)的關(guān)鍵零部件,作用是將包裝用鋼帶在瞬間拉緊,捆住金屬材料產(chǎn)品。服役條件主要是承受壓力、摩擦力、沖擊力等多種交變力的作用,其質(zhì)量的優(yōu)劣直接影響整機(jī)的使用壽命。
文中對(duì)國(guó)產(chǎn)和進(jìn)口2種張緊輪在生產(chǎn)現(xiàn)場(chǎng)上進(jìn)行了工藝試驗(yàn),從材料選用、金相組織、磨損表面形貌等方面做了對(duì)比分析和研究。
1 試驗(yàn)方法
在某鋼廠小型材車(chē)間使用K-19A型手持式捆扎機(jī)2臺(tái),分別安裝國(guó)產(chǎn)張緊輪Ⅰ和進(jìn)口張緊輪Ⅱ各3組。捆扎機(jī)主要技術(shù)參數(shù):牽引力≥2600N,張緊輪轉(zhuǎn)數(shù)≥50r/min;捆扎完成時(shí)間≤8s。包裝用鋼帶寬度和厚度為19mm×0.6mm符合GB4173標(biāo)準(zhǔn)規(guī)定。對(duì)Φ40無(wú)縫鋼管進(jìn)行包裝,捆扎成品外徑為≥Φ500mm。按試驗(yàn)規(guī)范進(jìn)行試驗(yàn),試驗(yàn)至張緊輪失效為止,將使用壽命列入表1。

從表1可以看出,Ⅰ樣機(jī)的張緊輪平均使用壽命為1.87萬(wàn)次,Ⅱ樣機(jī)的張緊輪平均使用壽命為6.11萬(wàn)次。進(jìn)口張緊輪的使用壽命是國(guó)產(chǎn)張緊輪的3倍以上。
2 試驗(yàn)結(jié)果與分析
2.1 材質(zhì)
在瑞士ARL光譜儀上,對(duì)國(guó)產(chǎn)、進(jìn)口的張緊輪進(jìn)行了材質(zhì)分析,測(cè)得的主要化學(xué)成分見(jiàn)表2。
從表2中可見(jiàn),國(guó)產(chǎn)張緊輪的材料為GCr15鉻軸承鋼,進(jìn)口張緊輪的材料為20CrNiMo滲碳鋼。

2.2 硬度
國(guó)產(chǎn)張緊輪的硬度測(cè)試是在HR-150型洛氏硬度計(jì)上進(jìn)行的。測(cè)試結(jié)果:第1個(gè)試樣3點(diǎn)硬度分別為60.5、60、61HRC;第2個(gè)試樣為60.5、61.5、61HRC;第3個(gè)試樣為59、60、60HRC。均值為60.4HRC。
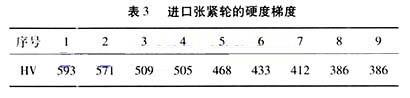
進(jìn)口張緊輪硬度測(cè)試是利用HXD-1000型顯微硬度計(jì)。由表層至心部每隔0.05mm間距測(cè)試一點(diǎn),測(cè)量力為200g,保時(shí)為1.5s。測(cè)得的硬度梯度數(shù)值見(jiàn)表3。
從表3可見(jiàn),在表層最外一點(diǎn)測(cè)試的表面硬度為593HV,該點(diǎn)是表面滲層硬度值。第8、9點(diǎn)測(cè)試的硬度均為386HV,說(shuō)明該處是非滲層硬度值。
2.3 金相組織
國(guó)產(chǎn)張緊輪使用的材料為高碳鉻軸承鋼,經(jīng)淬火和回火后具有高而均勻的硬度,良好的耐磨性和高的接觸疲勞壽命,但有回火脆性?xún)A向(見(jiàn)圖1)。而進(jìn)口張緊輪使用的材料為20CrNiMo滲碳鋼,它具有良好的塑性、韌性和強(qiáng)度,經(jīng)滲碳、二次淬火和回火后表面具有高的硬度、高的疲勞強(qiáng)度、心部具有高沖擊韌性(見(jiàn)圖2和表3)。其特點(diǎn)是接觸疲勞強(qiáng)度與表面耐磨性能明顯優(yōu)于高碳鉻軸承鋼GCr15。
2.4 磨損表面形貌
在JXA-840型掃描電子顯微鏡上,對(duì)兩種張緊輪分別進(jìn)行了微觀分析,見(jiàn)圖3。圖3a為進(jìn)口張緊輪磨損后的表面形貌,呈現(xiàn)出局部剝落坑,磨損機(jī)制主要是疲勞磨損。圖3b為國(guó)產(chǎn)張緊輪磨損后的表面形貌,呈現(xiàn)出大面積、較深的剝落坑,伴有細(xì)小的疲勞裂紋,磨損機(jī)制也是以疲勞磨損為主。很顯然,國(guó)產(chǎn)張緊輪的磨損速率明顯高于進(jìn)口產(chǎn)品。
2.5 分析
國(guó)產(chǎn)和進(jìn)口的張緊輪在相同工況下,使用壽命相差3倍之多,除機(jī)械結(jié)構(gòu)設(shè)計(jì)外(本文不作介紹),更主要是因材料選擇和熱加工工藝不同而產(chǎn)生的。
雖然,兩種材料的張緊輪分別經(jīng)熱處理后都各自達(dá)到所要求的金相組織和硬度。但其綜合性能卻存在著差異。20CrNiMo鋼的張緊輪經(jīng)滲碳、淬火后得到理想的綜合性能,滿足了特定工況的使用要求。而GCr15鋼的張緊輪抗沖擊性能較弱,易產(chǎn)生疲勞微裂紋,所以使用壽命相對(duì)較短。
從兩種張緊輪磨損后表面形貌微觀分析可知,其主要磨損機(jī)制相同均為疲勞磨損。但磨損后表面形貌差異較大,主要原因是因?yàn)檫M(jìn)口張緊輪采用的材料為20CrNiMo滲碳鋼,經(jīng)滲碳、淬火和回火熱處理后,表面得到強(qiáng)化處理,改變了組織結(jié)構(gòu),有利于降低疲勞磨損的磨損率。
3 結(jié) 語(yǔ)
對(duì)兩種材料加工的張緊輪,在同一生產(chǎn)現(xiàn)場(chǎng)使用的結(jié)果分析認(rèn)為:(1)在材料選用時(shí),應(yīng)選擇綜合性能與其服役工況相符合的材料;(2)選用20CrNiMo鋼加工的張緊輪,使用壽命比用GCr15鋼提高3倍之多。