
█引言
造紙企業(yè)是高能耗企業(yè)每噸紙所耗電能在500度以上,電能消耗十分嚴(yán)重。傳統(tǒng)的造紙機(jī)械的采用SCR直流調(diào)速(大功率)和滑差電機(jī)(小功率)傳動(dòng),在生產(chǎn)過程中經(jīng)常由于機(jī)械磨損、傳動(dòng)帶的打滑等因數(shù)造成速度匹配失調(diào),形成斷紙、厚度不均等現(xiàn)象。為了降低能耗、優(yōu)化產(chǎn)品質(zhì)量,提高勞動(dòng)生產(chǎn)率、現(xiàn)代化的造紙?jiān)O(shè)備多采用多電機(jī)分部傳動(dòng),即在每一個(gè)傳動(dòng)分部安裝交流電動(dòng)機(jī)并配制相應(yīng)的變頻器、要求各分部能夠?qū)崿F(xiàn)同步控制,也能夠在一定的范圍內(nèi)調(diào)速。下面以天津某造紙廠為例,闡述INVT-CHV100系列變頻器在造紙機(jī)械上的應(yīng)用。
█ 造紙工藝
造紙機(jī)械的基本組成部分按照紙張形成的順序分為網(wǎng)部、壓榨、前干燥、后壓榨、后干燥、壓光機(jī)、卷紙機(jī)等。其工藝為流漿箱輸出的紙漿在網(wǎng)部脫水成型,在壓榨部進(jìn)行壓縮使紙層均勻,經(jīng)過前干燥進(jìn)行干燥,接著進(jìn)入后壓榨進(jìn)行施膠,再進(jìn)入后干燥器烘干處理,然后利用壓光機(jī)使紙張平滑,最后通過卷紙機(jī)形成母紙卷。造紙工藝流程圖如下所示:

造紙工藝流程圖:
造紙機(jī)械現(xiàn)場(chǎng)
█ 控制方案
天津某造紙廠造紙生產(chǎn)工藝的后干燥、壓光機(jī)、卷紙機(jī)原采用直流調(diào)速。現(xiàn)采用INVT-CHV100系列變頻器進(jìn)行多電機(jī)分部傳動(dòng)控制。具體控制要求是:(1)五臺(tái)變頻器均采用閉環(huán)矢量控制,從而增加變頻調(diào)速的控制精度及系統(tǒng)的啟動(dòng)能力。(2)前三臺(tái)烘干機(jī)與第四臺(tái)壓光機(jī)要求同一線速度運(yùn)行。(3)第四臺(tái)壓光,要求有轉(zhuǎn)矩到速度的轉(zhuǎn)換(自動(dòng))功能。壓光機(jī),處于轉(zhuǎn)矩控制模式運(yùn)行時(shí),可以很好平衡紙張?jiān)趶暮蟾稍镙佪敵龅膹埩ψ兓瑥亩行П苊饬思垙埍砻嬖趬汗鈺r(shí)滑壞,同時(shí),對(duì)于收卷側(cè)也提供了良好的送紙條件。(4)第五臺(tái)為紙張收卷控制(卷紙機(jī)),要求收卷時(shí)張力恒定,本系統(tǒng)沒有張力反饋,因此,在紙張的收卷處采用無張力反饋轉(zhuǎn)矩控制模式進(jìn)行控制。控制系統(tǒng)的電氣接線圖如下圖所示:
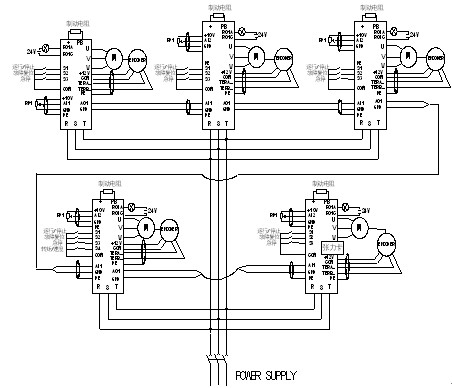
五傳動(dòng)點(diǎn)造紙系統(tǒng)電氣控制示意圖
系統(tǒng)第一臺(tái)變頻器采用模擬量AI1通道給定頻率。第二臺(tái)至第四臺(tái)變頻器采用“A+B”的方式給定頻率,主頻率“A”采用前一級(jí)的變頻器模擬量輸出 “AO1”信號(hào)給定,疊加頻率“B”采用模擬量AI2通道給定,做為傳動(dòng)速度的微調(diào),以實(shí)現(xiàn)系統(tǒng)的同步運(yùn)行。第五臺(tái)變頻器采用“CHV100+PG卡+張力卡”的控制方案,張力控制模式為:無張力反饋速度控制。采用線速度法測(cè)量卷徑,線速度的給定來源于第四臺(tái)變頻器的模擬量輸出“AO1”。繼電器輸出作為故障指示。
█ 主要參數(shù)設(shè)置
(1)1#變頻器
P0.01 1 有PG矢量控制
P0.01 1 端子指令通道
P0.03 1 模擬量AI1給定頻率
P0.11 5 加速時(shí)間0
P0.12 2 減速時(shí)間0
P2.01 50 電機(jī)額定頻率
P2.02 1460 電機(jī)額定轉(zhuǎn)速
P2.03 380 電機(jī)額定電壓
P2.04 23 電機(jī)額定電流
P2.05 11 電機(jī)額定功率
P3.10 1000 PG參數(shù)
P3.11 1 PG方向選擇
P5.02 1 正轉(zhuǎn)運(yùn)行
P5.03 7 故障復(fù)位
P5.04 6 自由停車
P6.04 3 故障輸出
(2)2#—4#變頻器
P0.00 1 有PG矢量控制
P0.01 1 端子指令通道
P0.03 1 模擬量AI1給定頻率
P0.04 0 模擬量AI2給定頻率
P0.06 2 A+B頻率給定
P0.11 5 加速時(shí)間0
P0.12 2 減速時(shí)間0
P2.01 50 電機(jī)額定頻率
P2.02 1460 電機(jī)額定轉(zhuǎn)速
P2.03 380 電機(jī)額定電壓
P2.04 23 電機(jī)額定電流
P2.05 11 電機(jī)額定功率
P3.10 1000 PG參數(shù)
P3.11 1 PG方向選擇
P3.13 30% 鍵盤設(shè)定轉(zhuǎn)矩(4#變頻器設(shè)置)
P5.02 1 正轉(zhuǎn)運(yùn)行
P5.03 7 故障復(fù)位
P5.04 6 自由停車
P5.05 31 轉(zhuǎn)矩控制禁止(4#變頻器設(shè)置)
P6.04 3 故障輸出
(3)5#變頻器
P0.01 1 有PG矢量控制
P0.01 1 端子指令通道
P0.11 5 加速時(shí)間0
P0.12 2 減速時(shí)間0
P2.01 50 電機(jī)額定頻率
P2.02 1440 電機(jī)額定轉(zhuǎn)速
P2.03 380 電機(jī)額定電壓
P2.04 8.9 電機(jī)額定電流
P2.05 4 電機(jī)額定功率
P3.10 1000 PG參數(shù)
P3.11 1 PG方向選擇
PF.00 1 無張力反饋轉(zhuǎn)矩控制
PF.01 0 收卷模式
PF.04 120 最大張力
PF.06 63 張力數(shù)字設(shè)定
PF.10 25 張力錐度系數(shù)
PF.11 1 機(jī)械傳動(dòng)比
PF.12 1.52 最大卷曲直徑
PF.14 0.5 卷曲直徑0
PF.18 0 線速度法
PF.22 260 最大線速度
PF.23 1 AI1線速度輸入
PF.24 0.5 最低線速度
PF.33 5 系統(tǒng)慣量補(bǔ)償系數(shù)
PF.34 800 材料密度
PF.35 1.5 材料寬度
█ 系統(tǒng)總結(jié)
實(shí)踐證明:INVT-CHV100有PG矢量(閉環(huán)矢量)變頻調(diào)速方案能夠很好的滿足造紙生產(chǎn)過程中的速度給定、速度微調(diào)、加減速控制、速度/轉(zhuǎn)矩切換、負(fù)荷分配、收卷等控制要求。由于采用了CHV100高性能矢量變頻器,系統(tǒng)具有起動(dòng)轉(zhuǎn)矩大、過載能力強(qiáng)、動(dòng)態(tài)響應(yīng)快、穩(wěn)速精度高等特點(diǎn)。INVT- CHV100為造紙機(jī)械提供了完美的解決方案,省去了PLC,降低了能耗、提高了生產(chǎn)效率、為用戶節(jié)省更多地成本、在中、低速造紙行業(yè)得到了越來越廣泛的應(yīng)用。
█ 參考文獻(xiàn)
1.《CHV系列矢量變頻器說明書》 深圳市英威騰電氣股份有限公司
2.《CHV系列矢量變頻器擴(kuò)展卡說明書》 深圳市英威騰電氣股份有限公司
3.《造紙工藝與技術(shù)》 化學(xué)工業(yè)出版社出版