
摘要:本文針對雙螺桿擠出機設(shè)備的特點,利用臺達全套自動化產(chǎn)品,為客戶實現(xiàn)同向雙螺桿擠出機的全自動控制。此系統(tǒng)充分利用臺達各產(chǎn)品的強項,并用HMI和PLC將這此產(chǎn)品整合,達到強強聯(lián)合的效果。此套控制系統(tǒng),構(gòu)架巧妙,控制精度高,為客戶提供了一個性價比優(yōu)異的控制方案。
關(guān)鍵字:雙螺桿擠出機、臺達、控制精度。
Abstract: This article mainly introduces the characteristic of co-rotating twin screw extruder.It realizes automaic control of co-rotating twin screw extruder for customers. This system utilizes each Delta’s products’ advantage and integrates them with HMI and PLC. Thus it can acquire a good result.This control system offers a high performance-price ratio control scheme with its good framework and high control precision.
Key words: Co-rotating twin screw extruder, Delta, Control Precision
1 前言
在橡塑機械領(lǐng)域中,作為聚合物加工的主要設(shè)備之一,同向雙螺桿擠出機以其優(yōu)異的分散和分布混合能力、較窄的停留時間分布、優(yōu)良的自潔性等特點,廣泛地用于聚合物配混、排氣及反應(yīng)擠出等領(lǐng)域。
目前雙螺桿擠出機控制系統(tǒng)的控制方式主要可分為傳統(tǒng)的繼電器+溫控表控制模式、PLC控制模式和DCS控制模式。傳統(tǒng)的繼電器+溫控器控制模式的優(yōu)勢在于價格便宜,缺點是電柜尺寸大,線路復(fù)雜;DCS主要用于大型生產(chǎn)線,檔次高,但價格昂貴。而以PLC為控制核心的控制模式是目前擠出機控制系統(tǒng)的主流。
在本文中,作者和大家分享利用臺達全套自動化產(chǎn)品,開發(fā)的同向雙螺桿擠出機控制系統(tǒng),本系統(tǒng)充分利用臺達機電產(chǎn)品的高靈活性和擴展性,這些都為PLC在橡塑機械領(lǐng)域的應(yīng)用提供了極大地方便。
2 同向雙螺塑料擠出機的工作原理
同向雙螺桿塑料擠出機主要由主驅(qū)動電機、傳動系統(tǒng)、溫控系統(tǒng)、喂料系統(tǒng)、真空系統(tǒng)、切粒系統(tǒng)、輸送系統(tǒng)及輔機系統(tǒng)等部分組成(見圖1)。

圖1 同向雙螺桿塑料擠出機構(gòu)成圖
原料從料斗經(jīng)喂料系統(tǒng)進入塑料擠出機,物料通過溫控系統(tǒng)加熱后以合適的溫度在擠出機中熔融混煉,由真空系統(tǒng)去除廢氣,混煉后的熔體以一定的壓力通過造粒模板被擠出,經(jīng)冷卻、切粒輸送至料倉。此設(shè)備中,主驅(qū)動電機轉(zhuǎn)速、喂料機轉(zhuǎn)速的轉(zhuǎn)速均可根據(jù)生產(chǎn)能力調(diào)節(jié)控制。
3 選型配置:
3.1 調(diào)速部分
此設(shè)備的主驅(qū)動電機為三相交流異步電機,電機功率為11KW,變頻器采用臺達VFD-B系列高機能,矢量控制型變頻器110B43A,此變頻器適合帶動恒轉(zhuǎn)矩負載,起動轉(zhuǎn)矩大,在150%額定電流的過負載情況下,可以連續(xù)工作1分鐘,此性能在擠出機啟動時(此時設(shè)備的阻力最大)十分重要。
喂料電機采用臺達迷你型M型變頻器,此型號變頻器體積小巧,還具備簡易矢量功能 ,并可實現(xiàn)電機的靜音運行。
臺達變頻器都內(nèi)建RS485接口,通訊協(xié)議為標(biāo)準(zhǔn)的MODBUS。
主電機變頻器和喂料電機變頻器的頻率給定是由PLC通過RS485接口給定,操作時可在B05S100觸摸屏上任意修改轉(zhuǎn)速,實現(xiàn)主機、喂料電機的精確速度給定;同時PLC通過MODBUS通訊讀取變頻器的工作頻率和電流,了解設(shè)備的工作情況,并在觸摸屏上進行顯示,當(dāng)PLC讀取變頻器的輸出電流達到設(shè)定報警電流值并持續(xù)一定時間時,PLC會停止主機運轉(zhuǎn),提示操作人員查找故障原因。
3.2 溫控部分
擠出機工作時,如果擠出溫度過低,會使出料口不暢,造成擠出機構(gòu)負載過大;如果擠出溫度過高,則可能改變原料特性,導(dǎo)致成品報廢;因此擠出溫度控制決定著塑料擠出機的性能。擠出機的加熱裝置采用的是電加熱,而冷卻采用水冷,通過控制排管中水循環(huán)帶走熱量,因此要求溫控表具有雙輸出功能。
根據(jù)以上要求,我們采用DTE模塊化溫控器,6個溫控區(qū)分別進行精確溫度控制,控制模式為PID,加熱/冷卻雙向控制,并可自整定,溫度控制精度可達±1℃,這樣可確保同向雙螺桿擠出機的正常運行。加熱的輸出選擇的是電壓脈沖輸出,用來驅(qū)動SSR,冷卻的輸出選擇為繼電器輸出 ,直接帶動電磁閥。
另外,此設(shè)備還要在機頭處檢測熔體壓力和溫度,熔體壓力變速器過來的信號為0-10V,對應(yīng)0-25MPA,熔體溫度過來的信號為分度號為K的熱電偶信號。如果要將檢測熔體壓力,傳統(tǒng)的方法是使用PLC的模擬量模塊,但是為1-2路信號選1個4路模塊在成本上來說有點高,而由于臺達DTE溫控器有擴展DTC溫控器的能力,因此我們選擇2臺DTC2000R作為DTE的擴展,DTC和DTE共用電源線和通過線,并且DTC既可接溫度傳感器信號,又可接標(biāo)準(zhǔn)的0-10V和4-20Ma信號,這樣既減少了接線,又使節(jié)約的客戶的成本,體現(xiàn)了臺達產(chǎn)品配套時的靈活性和高經(jīng)濟性。
3.3 主控PLC和觸摸屏
觸摸屏根據(jù)客戶要求,選擇臺達5.6寸B系統(tǒng)觸摸屏B05S100,此觸摸屏利用其多通訊口的優(yōu)勢,COM1口與PLC相聯(lián),設(shè)置設(shè)備的工作參數(shù),COM2口通過RS485與DTE溫控表相聯(lián),顯示與設(shè)置DTE的當(dāng)前值與目標(biāo)值。
PLC選擇的是臺達小型高性能EH2系列PLC,DVP48EH00R2, 是控制的核心。開關(guān)電源選擇的也是臺達工業(yè)平板電源PMC-024V100W1AA,此產(chǎn)品為全鋁外殼,輸出能力強。
3.4 最終配置:
(1)PLC: DVP48EH00R2*1
(2)人機界面: DOP-B05S100
(3)變頻器: VFD0110B43A+VFD015M43B
(4)開關(guān)電源:PMC-024V100W1AA
(5)溫控器:DTE10T*1+DTE20T*1+DTE20V*2+DTE20R*2+DTC200R*2
4 系統(tǒng)架構(gòu)
系統(tǒng)框架如圖2所示。

圖2 系統(tǒng)架構(gòu)圖
其中,臺達模塊化的DTE溫控器用來控制溫度,B05S100觸摸屏利用其多通訊口的優(yōu)勢,COM1口與PLC相聯(lián),設(shè)置設(shè)備的工作參數(shù),COM2口通過RS485與DTE溫控表相聯(lián),顯示與設(shè)置DTE的當(dāng)前值與目標(biāo)值,PLC用來控制整機的邏輯,VFD-B變頻器用來給主驅(qū)動電機調(diào)速,VFD-M迷你型變頻器用來給喂料電機調(diào)調(diào)速,PLC通過內(nèi)建的RS485口與兩臺變頻器通訊,設(shè)定變頻器的工作頻率,讀取工作時的轉(zhuǎn)速與電流。
5 上位機畫面功能
5.1溫度參數(shù)設(shè)置畫面
溫度的設(shè)定與顯示畫面如圖3所示,此功能是觸摸屏直接通過屏的RS485口與DTE和DTC通訊。

圖3 溫度參數(shù)設(shè)置畫面
5.2正常開機流程畫面
此設(shè)備的工藝流程是,首先,溫控器先控制執(zhí)行元件讓機器升溫到正常工作溫度,然后打開油泵,油泵打開后才能開主機,主機啟動后,喂料電機才可啟動。其它電機如水泵,真空泵,切粒等電機在需要時啟動。如果沒有異常,機器就這樣正常運行下去。
在臺達B05S100屏上設(shè)置主機及喂料電機的頻率,還包括主機運行時的報警電流準(zhǔn)位,如圖4所示:
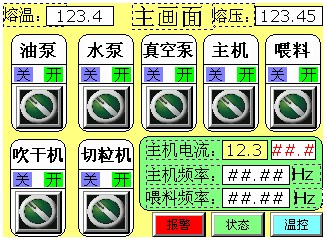
圖4 正常開機流程畫面
5.3 觸摸屏宏程序說明
觸摸屏啟動時,會先執(zhí)行INITIAL宏程序(如下),將DTE, DTC溫控器的工作模式及傳感器類型與范圍做個設(shè)定,之后,DTE自動進行溫度控制。
并且工作中,熔體的壓力與溫度由DTC2000R檢測,檢測值由觸摸屏通過BACKGROUND宏將溫度與壓力寫入PLC的D200,D210寄存器,
5.4 保護及報警處理
此控制系統(tǒng)具備保護功能及整機工藝聯(lián)鎖控制。當(dāng)出現(xiàn)過電流、過載及熔體壓力過高等異常情況時,自動停機,保護設(shè)備。
在PLC程序中,PLC判斷熔體壓力及主機電流是否超限,如果超限并且持續(xù)時間超過一定時間,報警停機,并在觸摸屏上顯示。
當(dāng)外部設(shè)備發(fā)生故障時,如空開跳閘,同樣可通過HMI報警,方便故障診斷和維修。以下是設(shè)置和顯示的畫面,見圖5。

圖5 系統(tǒng)報警畫面
5.5 狀態(tài)顯示
正常生產(chǎn)時,操作人員可通過狀態(tài)畫面,能實時了解當(dāng)前機器的工作情況,方便工藝參數(shù)的調(diào)整,見圖6。在溫度控制方面,觸摸屏程序還提供了溫度曲線查看及溫控器輸出百分比柱狀圖查看,方便客戶對產(chǎn)品的品質(zhì)進行監(jiān)控,見圖7和圖8。
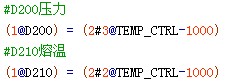
圖6 狀態(tài)顯示畫面

圖7 溫度曲線圖
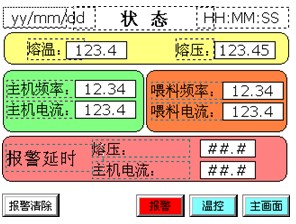
圖8 溫控器輸出百分比柱狀圖
5.6 PLC與變頻器通訊程序
由于臺達PLC內(nèi)建MODBUS便利通訊指令,因此在程序中使用十分方便,編程時最重要的就是保證在同一時刻,只有1條通訊指令執(zhí)行,并且當(dāng)通訊完成后,立刻觸發(fā)下1筆通訊,保證通訊速度。見圖9.

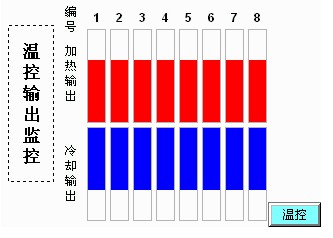
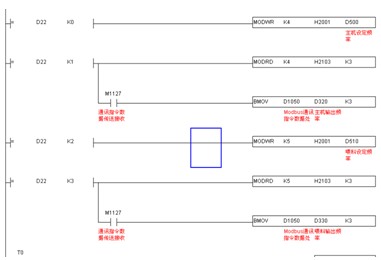
圖9 PLC與變頻器通訊程序
6 結(jié)束語
此設(shè)備調(diào)試完成后,得到了客戶的好評。臺達自動化產(chǎn)品在同向雙螺桿擠出機上成功的應(yīng)用表明,通過成套使用臺達產(chǎn)品,可使設(shè)備的控制架構(gòu)最優(yōu)化,成本最省化,使客戶的利益最大化。運行實踐表明,系統(tǒng)性能穩(wěn)定,安全可靠,性價比高,值得業(yè)界同行借鑒和推廣。
【參考文獻】
[1] 臺達全系列可編程序控制器 臺達內(nèi)部資料 2008年
[2] 郭宗仁等. 可編程序控制器應(yīng)用系統(tǒng)設(shè)計及通信網(wǎng)絡(luò)技術(shù). 人民郵電出版社,2002年
[3] 變頻器在工業(yè)中的選擇與應(yīng)用 劉繼黨等 科技信息 2009年第23期