
摘 要 CASS工藝操作工序繁瑣,與其它工藝相比較所需要控制的變量較多,,為了保證污水處理過程的安全可靠和生產(chǎn)的連續(xù)性,,同時為了滿足污水處理工藝的需要,必須采用自動控制系統(tǒng),。采用自動控系統(tǒng)還能夠有效的降低系統(tǒng)的能耗和藥耗。本文主要介紹了CASS工藝中粗格柵間,、提升泵房,、細格柵間、旋流沉砂池,、CASS反應(yīng)池以及鼓風機的工藝控制策略,。
關(guān)鍵詞 CASS工藝;污水廠自控,;PLC
1 引言
CASS(Cyclic Activated Sludge System)工藝是循環(huán)活性污泥技術(shù)的一種形式,。其主要原理是:把序批式活性污泥法(SBR)的反應(yīng)池沿長度方向分為兩部分,前部為預(yù)反應(yīng)區(qū),,后部為主反應(yīng)區(qū),。CASS工藝操作工序繁瑣,與其它工藝相比較所需要控制的變量較多,,為了保證污水處理過程的安全可靠和生產(chǎn)的連續(xù)性,,同時為了滿足污水處理工藝的需要,必須采用自動控制系統(tǒng),。采用自動控制系統(tǒng)還能夠有效的降低系統(tǒng)的能耗和藥耗,。目前在國內(nèi)外各污水處理廠普遍采用以PLC為主的集中管理和分散控制相結(jié)合的控制系統(tǒng)。國內(nèi)某污水處理廠采用CASS污水處理工藝,,控制器采用和利時公司LK系列PLC產(chǎn)品,。
2 CASS工藝特點
CASS(Cyclic Activated Sludge System)工藝作為SBR處理技術(shù)的一個改進,不僅具備SBR法工藝簡單可靠,、運行方式靈活,、自動化程度高的特點,而且具有明顯的除磷脫氮功能,,這一功能的實現(xiàn)在于CASS池通過隔墻將反應(yīng)區(qū)分為功能不同的幾個區(qū)域,,因在各分格中溶解氧、污泥濃度和有機負荷不同,,各池中占優(yōu)化的生物相亦不同,。盡管單池為間隙操作運行,,但使整個過程達到連續(xù)進水,連續(xù)出水,。同時在傳統(tǒng)SBR池前或池中設(shè)選擇器及厭氧區(qū),,相當于厭氧、缺氧,、好氧階段串聯(lián)起來,,提高了除磷脫氮效果。
3 工藝控制策略
CASS工藝的污水處理廠主要由粗格柵間,、進水泵房,、細格柵間、沉沙池,、CASS反應(yīng)池,、鼓風機房、加氯間,、接觸池及污泥脫水機房等構(gòu)成,。
3.1 粗格柵間及提升泵房
? 粗格柵
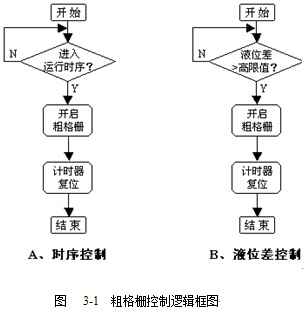
? 控制模式一:格柵前、后設(shè)超聲波液位差計,,根據(jù)設(shè)定的液位差判斷格柵是否堵塞,,若堵塞,液位差ΔH增加,,則除污機開始連續(xù)工作,,直至液位差ΔH小到滿足要求后,恢復(fù)正常的除污機操作,。
? 控制模式二:格柵機的操作是根據(jù)時間間隔及持續(xù)時間的定時法來控制,,時間間隔及持續(xù)時間由PLC設(shè)定,操作人員調(diào)整所有格柵具有相同的時間間隔及持續(xù)時間,。時間間隔能從零調(diào)整到24小時,,但每一擋不少于30分鐘,持續(xù)時間能從零調(diào)整到3小時,,但每一檔不少于5分鐘,,最初應(yīng)將時間間隔設(shè)置為3小時,持續(xù)時間為15分鐘,。
? 柵渣輸送壓榨機與格柵聯(lián)動運行,,當任一臺或兩臺格柵機運行時,柵渣輸送壓榨機隨之運行,。當最后一臺格柵機停止運行后,,延時一定時間柵渣輸送壓榨機方能停止運行。液位差的設(shè)定值,、粗格柵的運行周期以及運行時間均可由觸摸屏或監(jiān)控計算機修改設(shè)定,。
? 提升泵
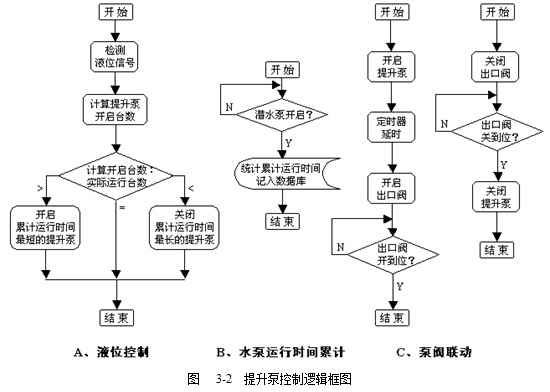
進水泵房水泵可手動/自動控制,,手動狀態(tài)下,可在就地控制柜上單機起停,,在自動控制狀態(tài)下:
? 根據(jù)集水池液位自動控制變頻調(diào)速泵的轉(zhuǎn)速及水泵的開/停,。
? 根據(jù)集水池最低液位,自動停泵,,實現(xiàn)泵的干運轉(zhuǎn)保護,。
? 每一臺泵的起動次數(shù)和總的運行小時數(shù)應(yīng)均衡。初始設(shè)定使每臺泵的運轉(zhuǎn)時間相等,。
? 控制系統(tǒng)監(jiān)視泵的運行過程,,如泵故障報警并自動投入備用泵。
? PLC接收所有故障信號,,報警后做出相應(yīng)處理,。
3.2 細格柵及旋流沉砂池
細格柵控制與粗格柵相同。細格柵與螺旋壓榨機,、皮帶輸送機的聯(lián)動順序為:螺旋壓榨機——螺旋輸送機——細格柵; 停止時,先細格柵停運行后螺旋壓榨機及螺旋輸送機繼續(xù)運行(30~60)秒時間(可調(diào)),,當螺旋輸送器或螺旋壓榨機發(fā)生故障,,報警并順次停止細格柵運行。
完成砂水分離控制方法如下:正常情況下,,定時開啟排砂泵,;當儲砂池砂位到達設(shè)定值時,隨時開啟排砂泵,。砂水分離器應(yīng)與砂泵聯(lián)動,,排砂泵啟動后,相應(yīng)的砂水分離器隨之啟動,,排砂泵停止運行后,,砂水分離器也隨之關(guān)閉。排砂泵和刮渣機由PLC完成一部化操作,。
2臺吸砂橋由PLC控制間歇運行(運行間隔時間可人工設(shè)定),。砂水分離器與吸砂橋連鎖:啟動時,順序依次為砂水分離器,、吸砂橋,,停車時相反;在吸砂橋停止運行之后砂水分離設(shè)備繼續(xù)運行1~5分鐘(可調(diào)),,當砂水分離設(shè)備發(fā)生故障時停止運行吸砂橋,。
3.3 CASS反應(yīng)池內(nèi)工藝控制
? 預(yù)反應(yīng)區(qū)設(shè)計
為了使回流污泥和污水進行充分混合,形成均勻的厭氧環(huán)境,,在預(yù)反應(yīng)區(qū)內(nèi)設(shè)置潛水攪拌器,,該攪拌器屬于高轉(zhuǎn)速類型,,具有較好的混合攪拌功能,考慮到厭氧環(huán)境對磷的釋放影響較大,,故在預(yù)反應(yīng)區(qū)內(nèi)還設(shè)置有DO在線測定儀,,其輸出信號接入CASS反應(yīng)池PLC子站,PLC子站根據(jù)DO值的大小及變化,,對回流污泥量進行在線調(diào)節(jié),,以達到最佳的厭氧環(huán)境以利于磷的釋放。和利時LK系列PLC支持大容量的數(shù)據(jù)存儲空間,,可繪制預(yù)反應(yīng)區(qū)進水水量,、進水水質(zhì)、污泥回流量與DO的關(guān)系曲線,,存放在PLC的數(shù)據(jù)區(qū)內(nèi),,對運行工作起到高效、優(yōu)質(zhì)的指導(dǎo)作用,。
? 主反應(yīng)區(qū)設(shè)計
主要的控制和檢測設(shè)備有:潷水器,、回流污泥泵、剩余污泥泵,、潛水攪拌器,、電動調(diào)節(jié)堰門、電動蝶閥等,。
污水處理廠設(shè)4個反應(yīng)池每兩個反應(yīng)池為一個功能單元,,PLC的邏輯電路代表了運行方式、已設(shè)定的循環(huán)以及在設(shè)計負荷下設(shè)備操作的按序時間周期,。這些時間參數(shù)并非固定不變的,,而是可在需要的時候進行必要的調(diào)整?;狙h(huán)分正常循環(huán)和大流量循環(huán)的操作,。任何循環(huán)的操作都是有下面描述的控制方法決定的。正常循環(huán)4小時為一個周期,,其中曝氣(A)2小時,、沉淀(S)1小時、潷水(SS)1小時,、空閑(時間變化),;大流量循環(huán)每周期2小時,其中曝氣(A)0.5小時,、沉淀(S)1小時,、潷水(SS)0.5小時、空閑(時間變化)。當液位到達超高報警水位時,,立即開啟排放閥門,。
正常循環(huán)時反應(yīng)池有關(guān)時間參數(shù)如表3-1:
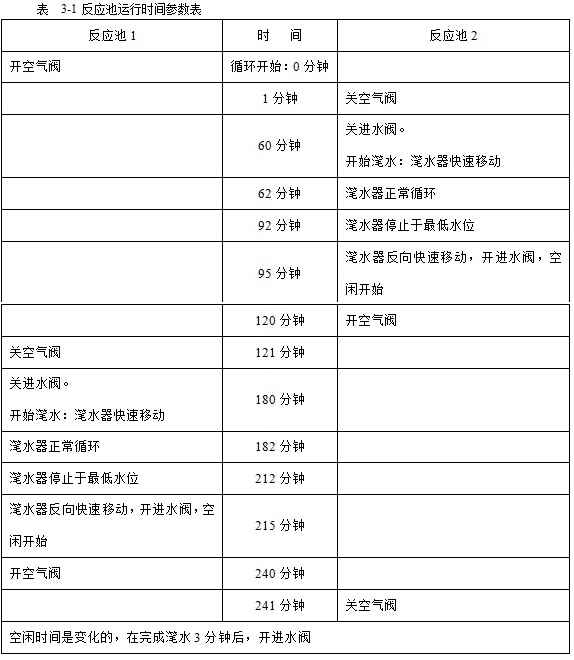
在遠程自動模式下,回流污泥泵在曝氣,、沉淀,、空閑階段啟動;在手動控制模式下,,回流污泥泵在整個循環(huán)過程中都可運行,,并可通過調(diào)節(jié)回流污泥管上的控制閘門開啟度來調(diào)整回流污泥量的大小。在自動模式下,,剩余污泥泵在潷水之后啟動,,15分鐘后停止工作。此時間可根據(jù)MLSS值更新排泥程序,。在手動控制模式下,,剩余污泥泵在整個循環(huán)過程中都可運行。
進水曝氣階段CASS主反應(yīng)區(qū)內(nèi)邊充水邊曝氣,,同時池內(nèi)的回流污泥泵連續(xù)不斷的向預(yù)反應(yīng)區(qū)回流污泥,。此時有機污染物被微生物氧化